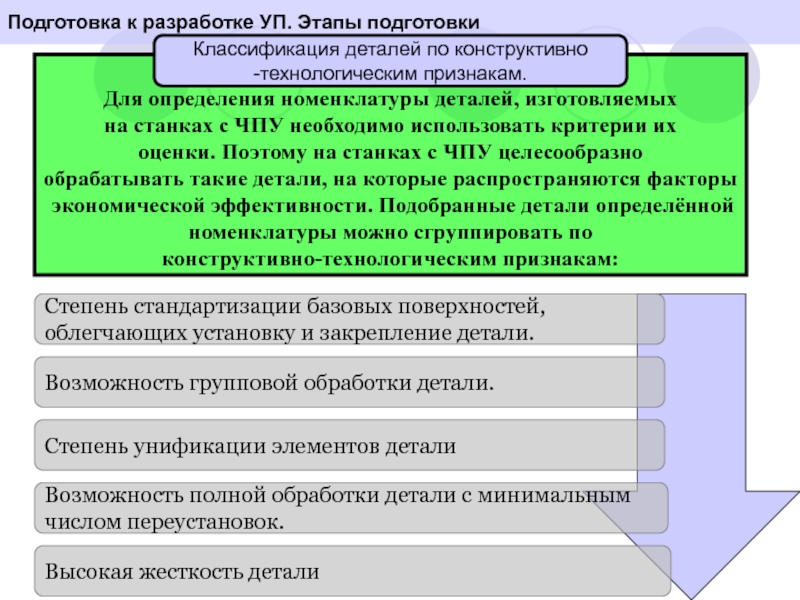
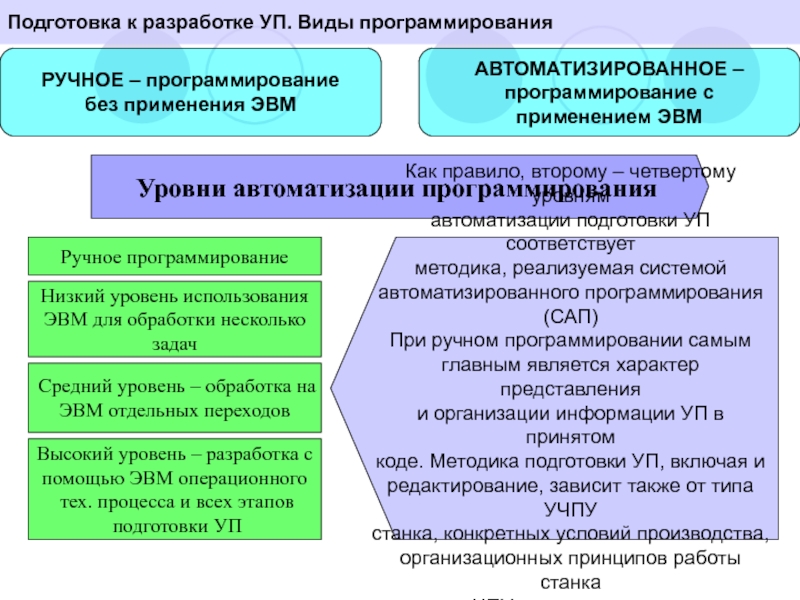
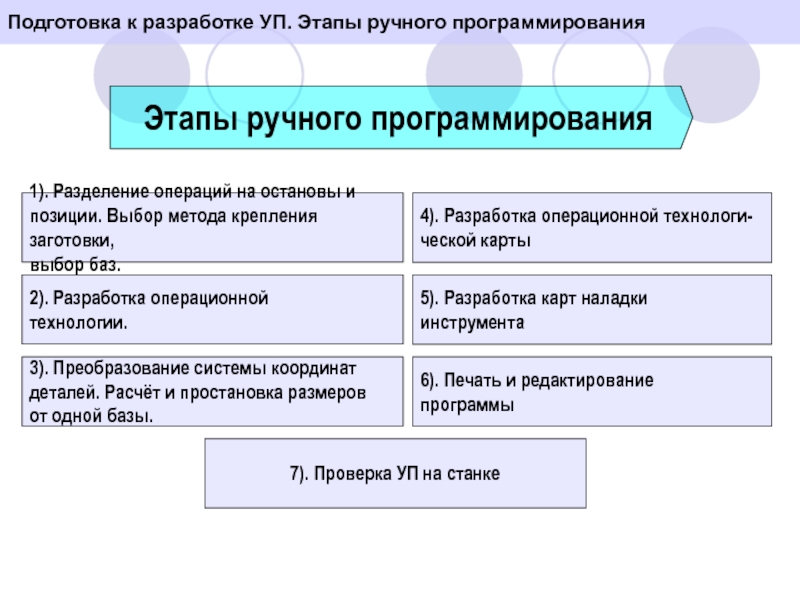
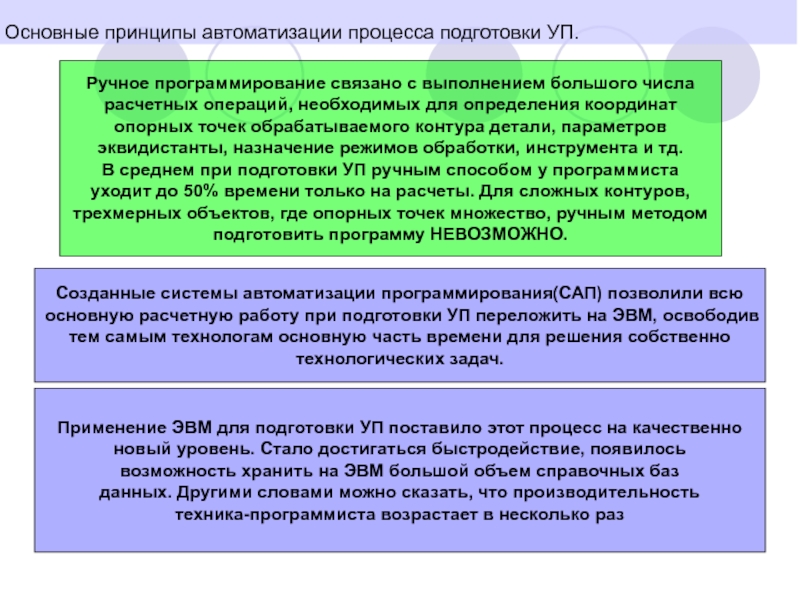
подготовки УП.
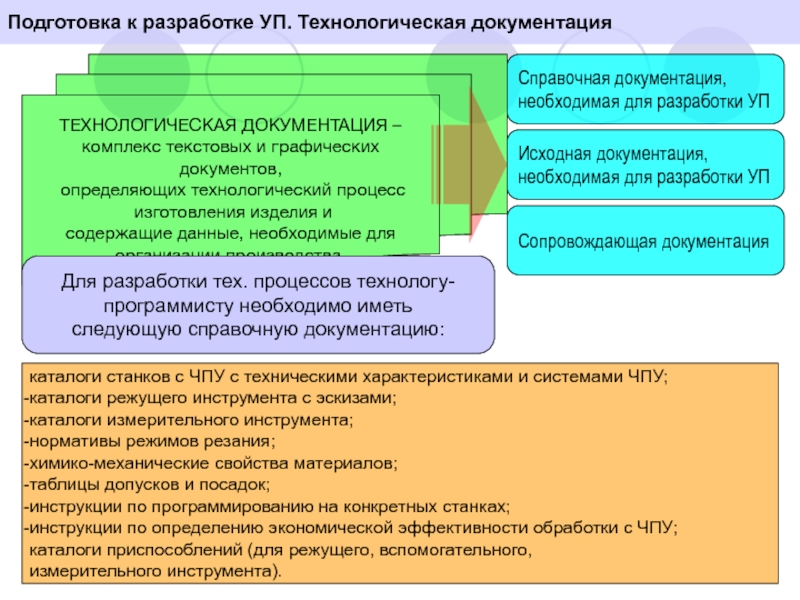
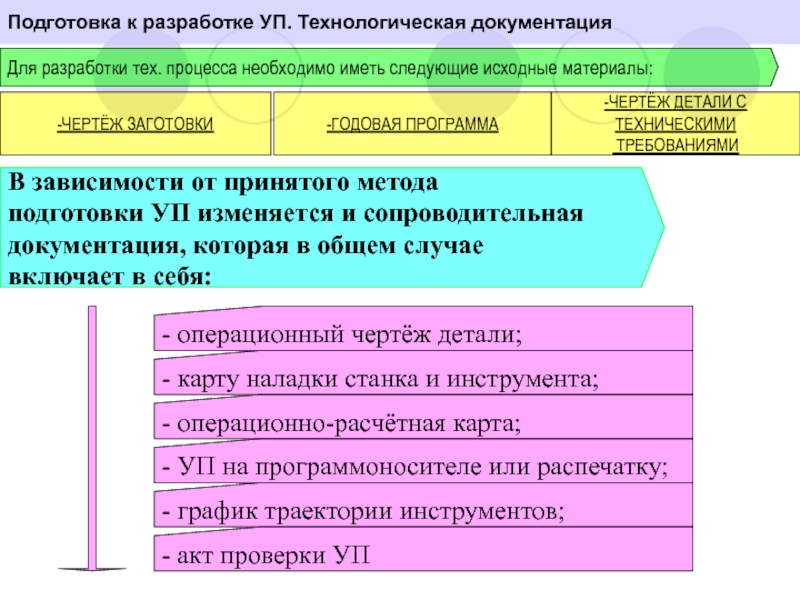
1.2 Технологическая документация.
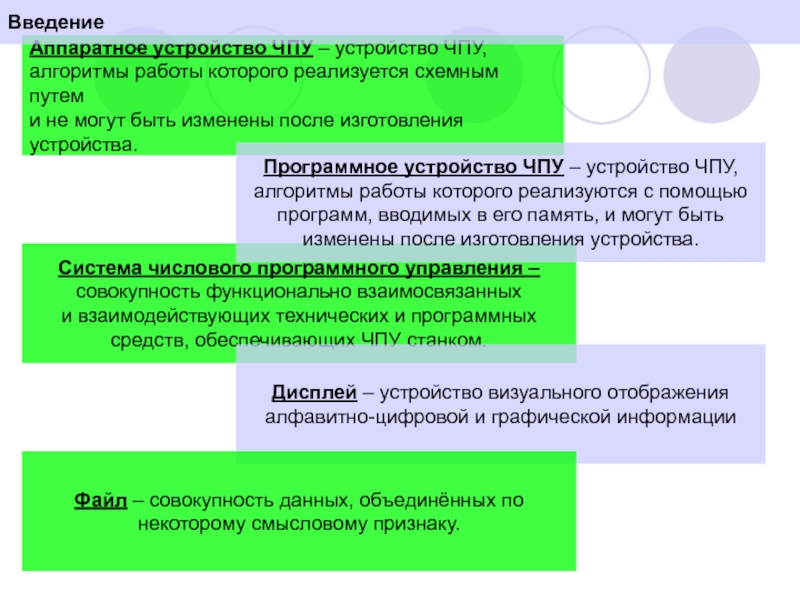
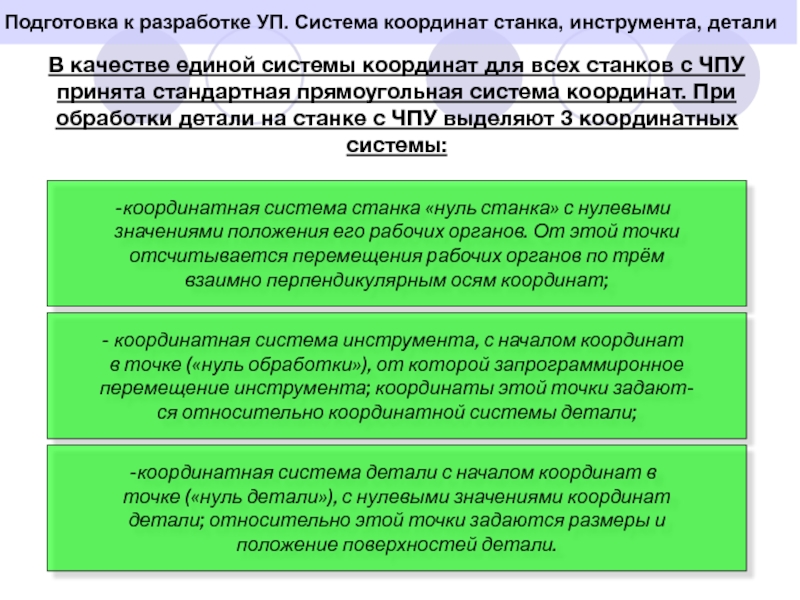
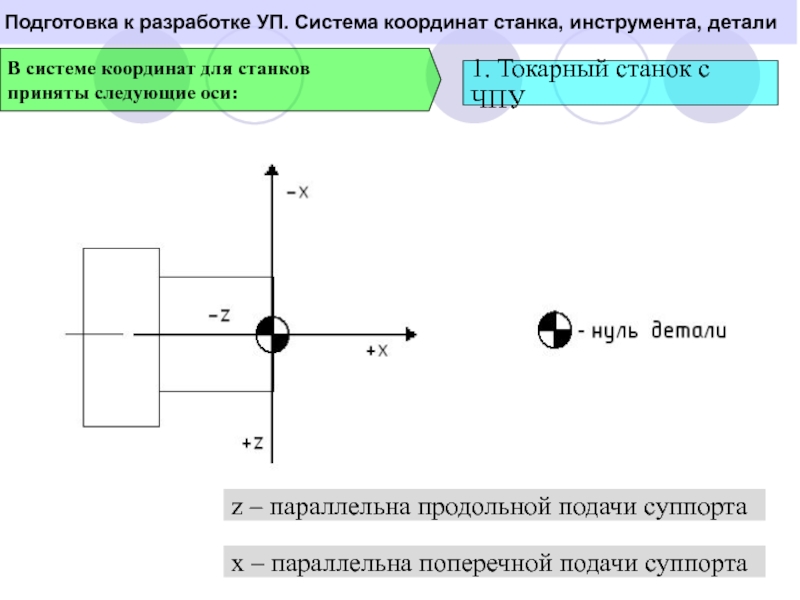
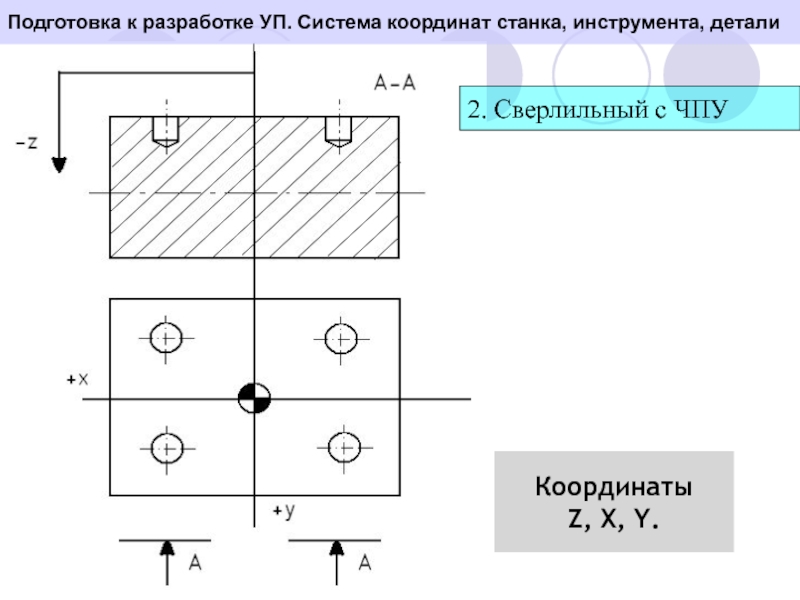
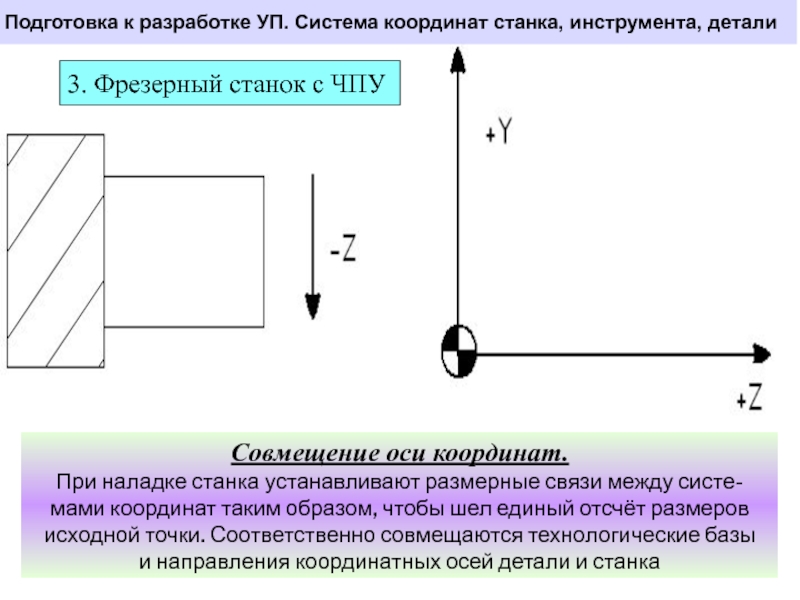
1.2 Система координат
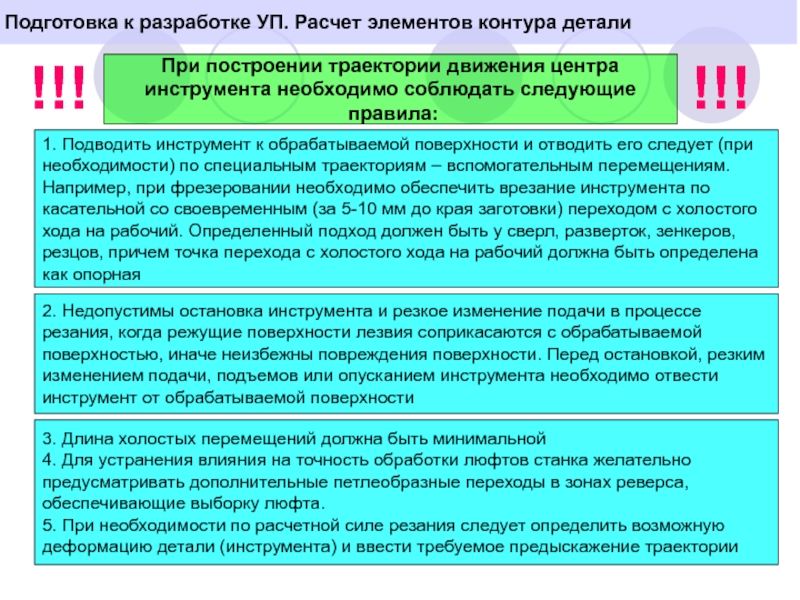
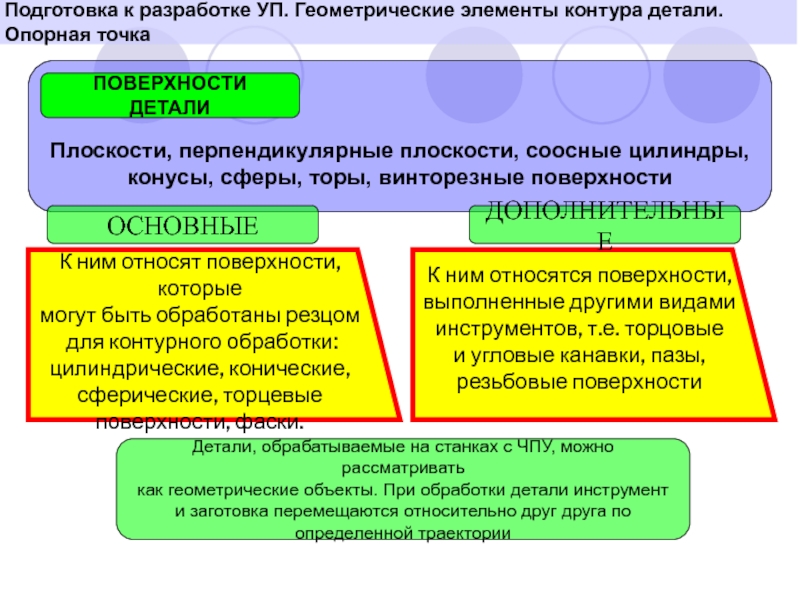
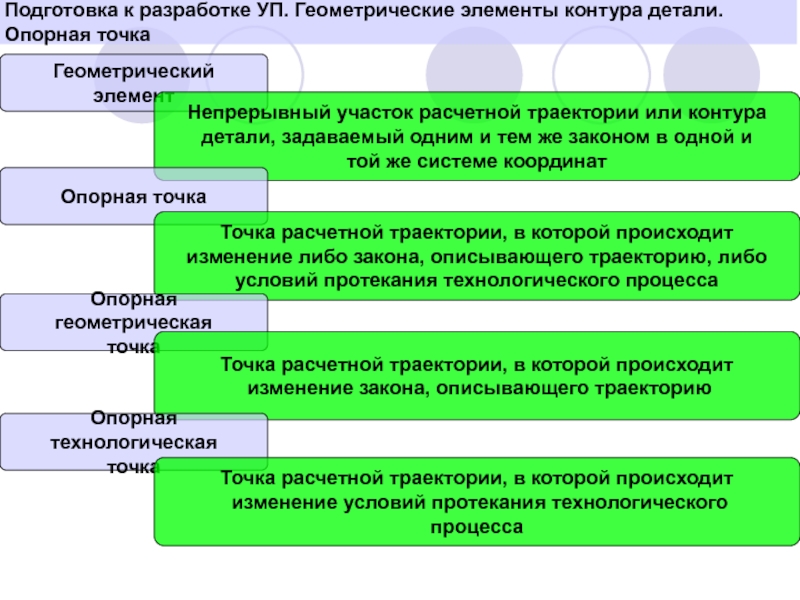
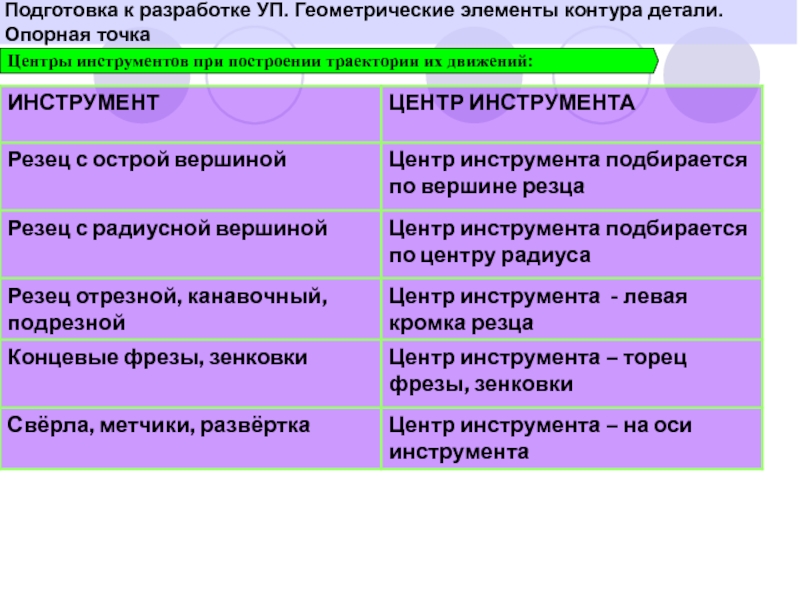
детали, станка, инструмента.1.4 Расчет элементов контура детали.
Геометрические элементы контура детали. Опорная точка.
Расчет координат опорных точек при обработке групп отверстий для сверлильной операции.
Расчет опорных точек для переходов токарной операции.
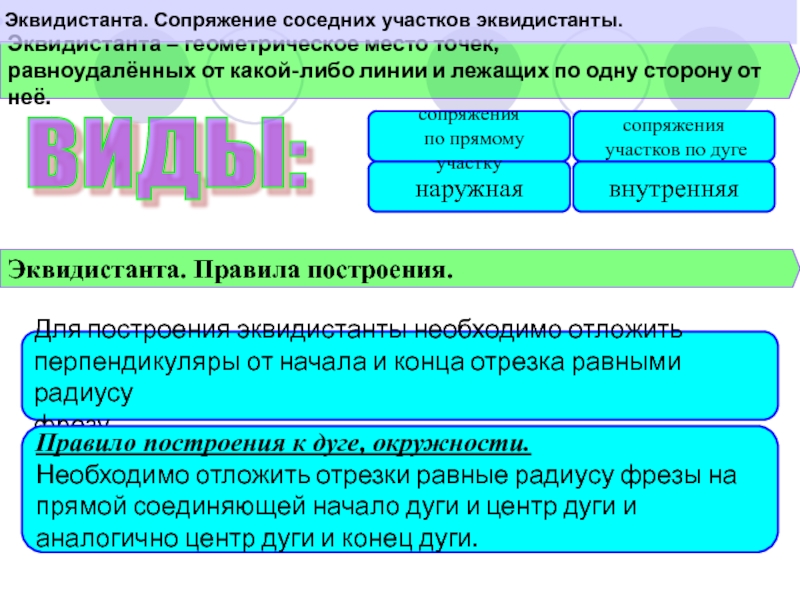
Эквидистанта. Сопряжение соседних участков эквидистанты.
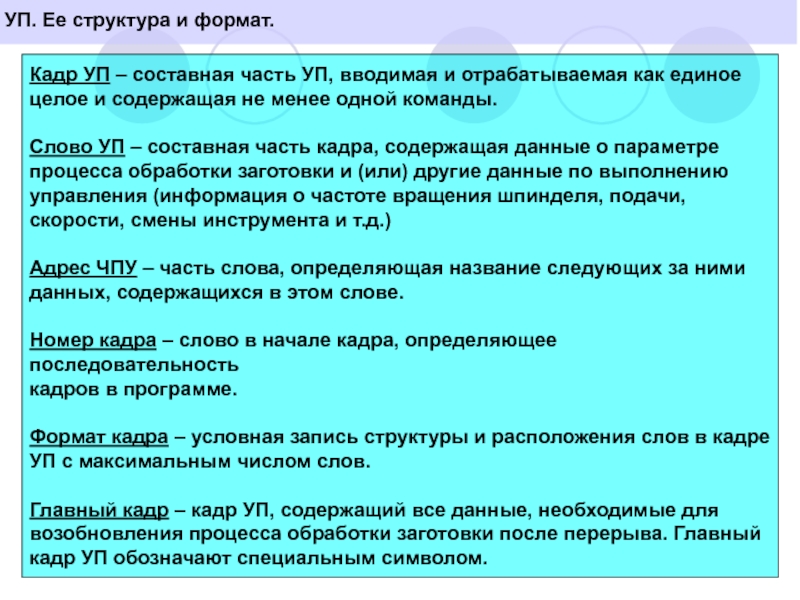
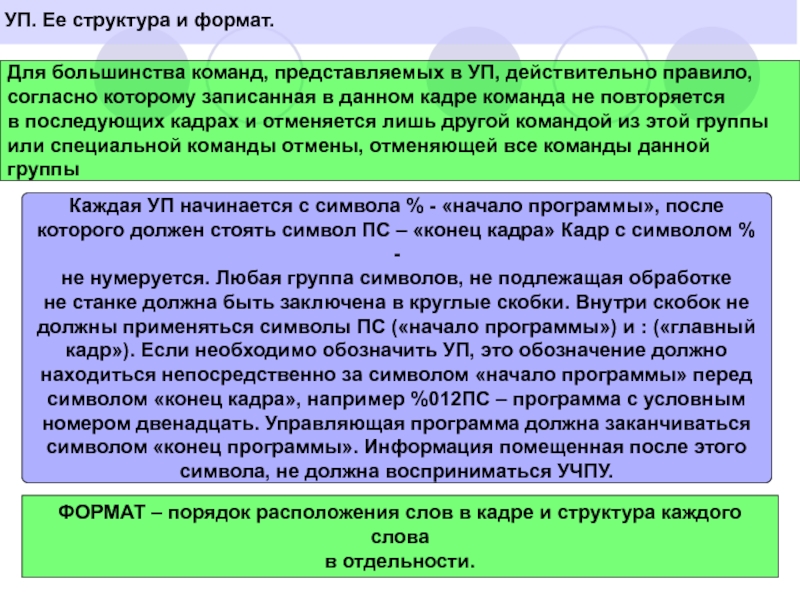
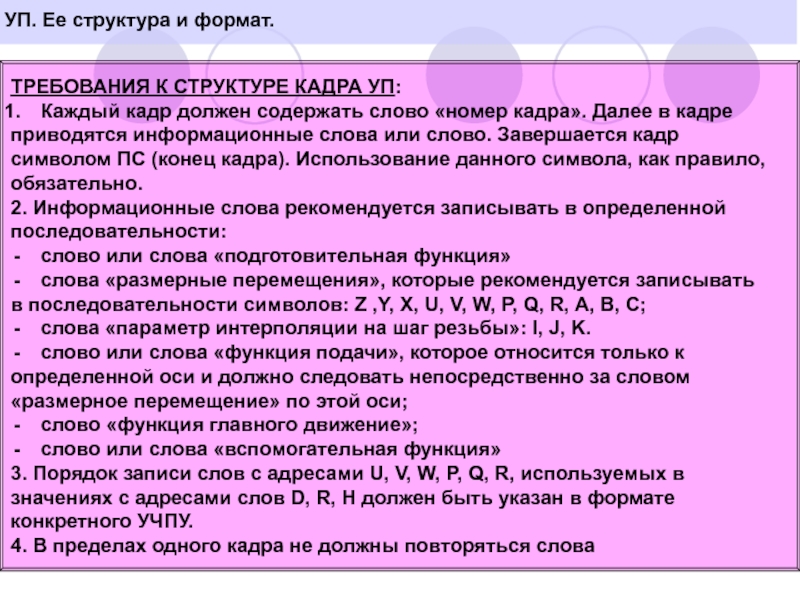
1.6 Структура УП и её формат.
1.7 Запись, контроль и редактирование УП.
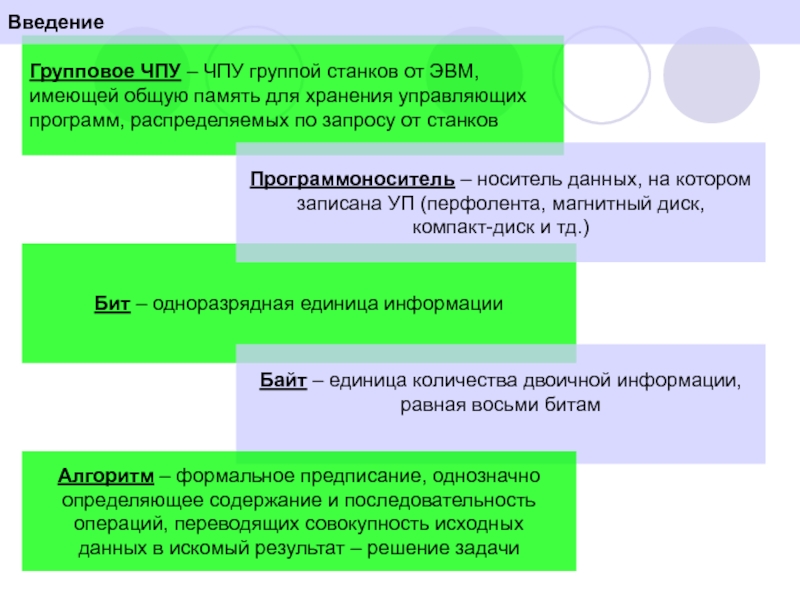
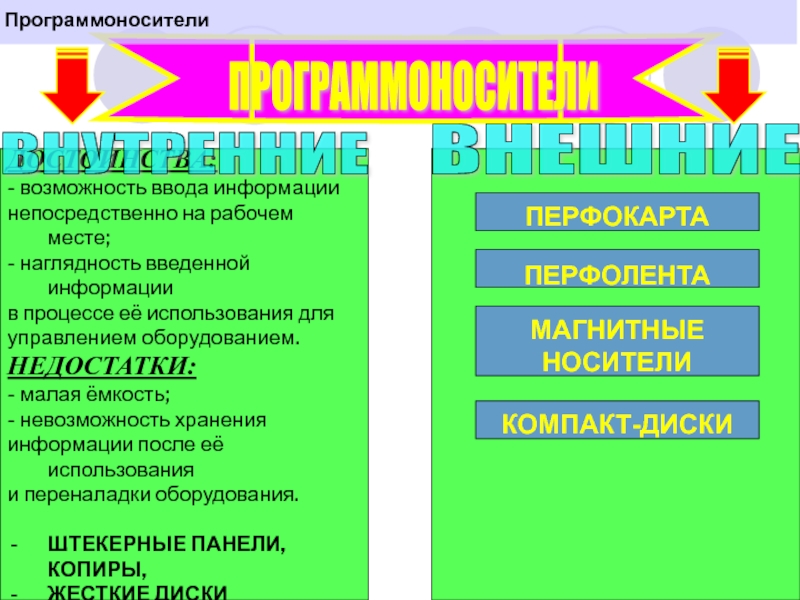
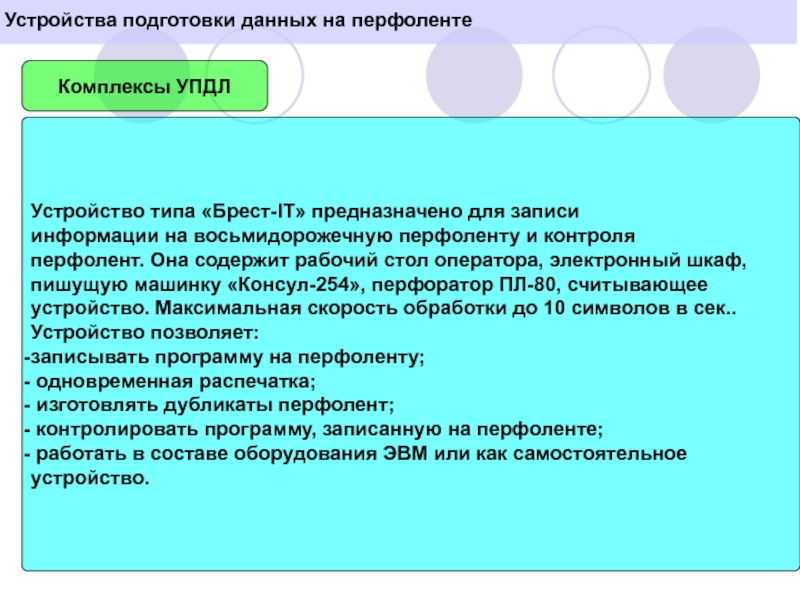
Виды программоносителей. Устройство подготовки данных на перфоленте.
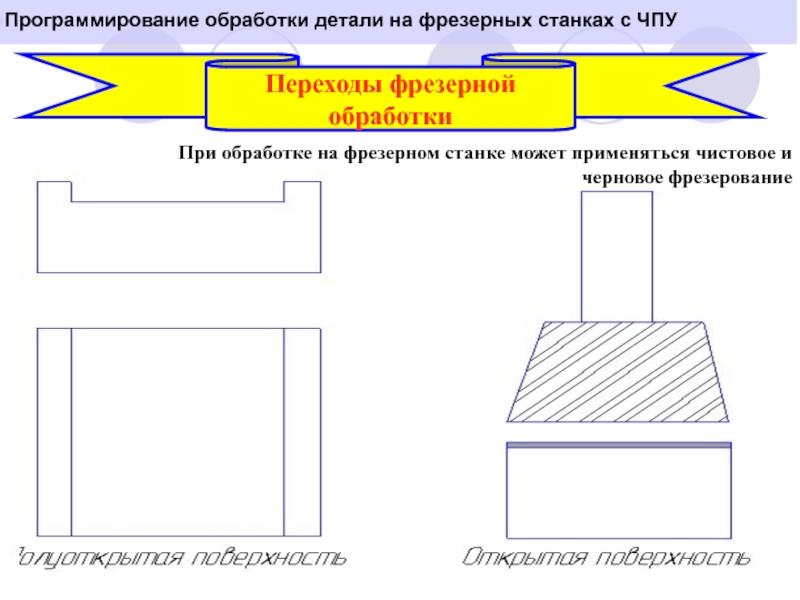
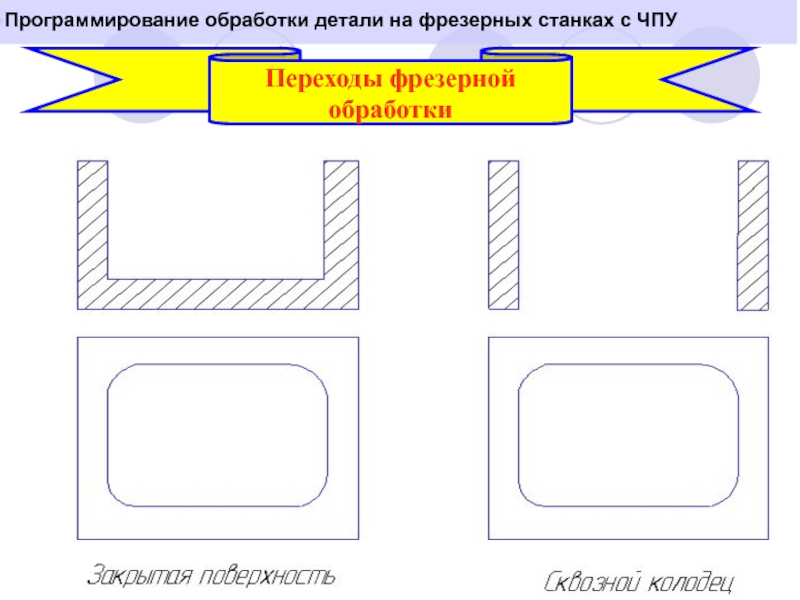
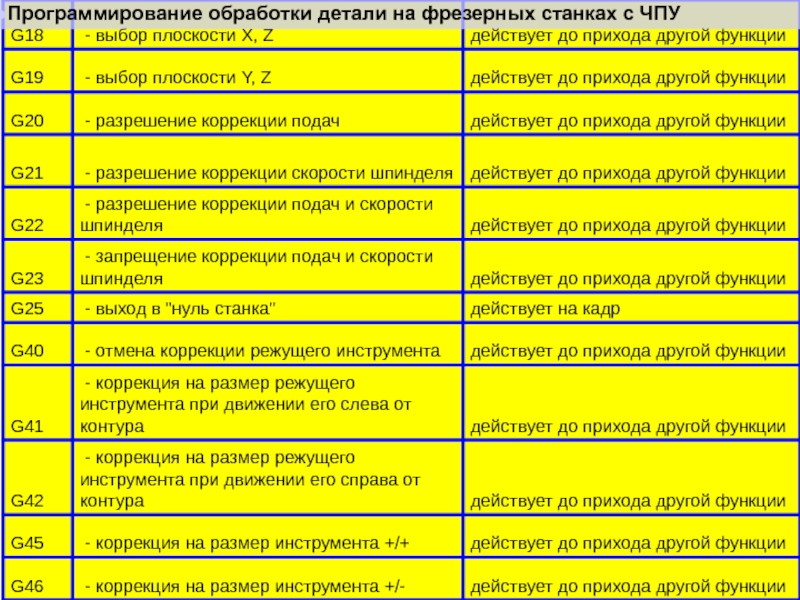
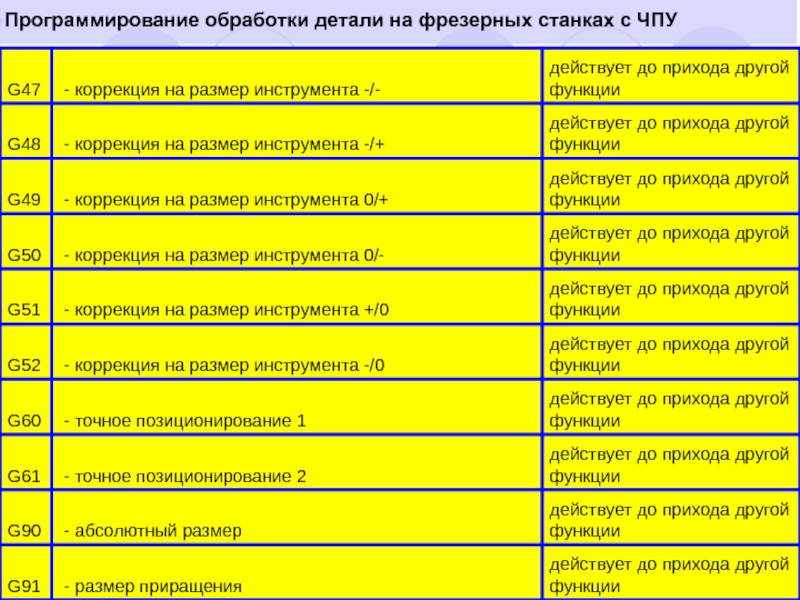
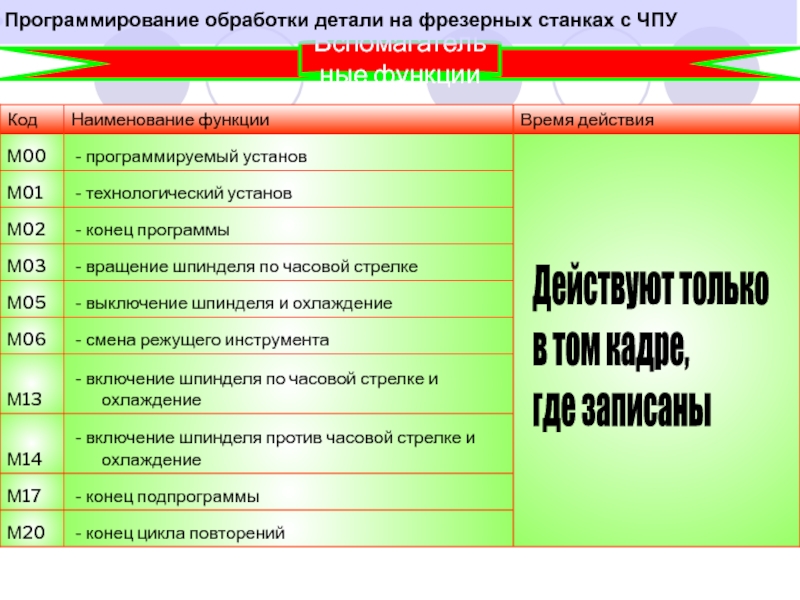
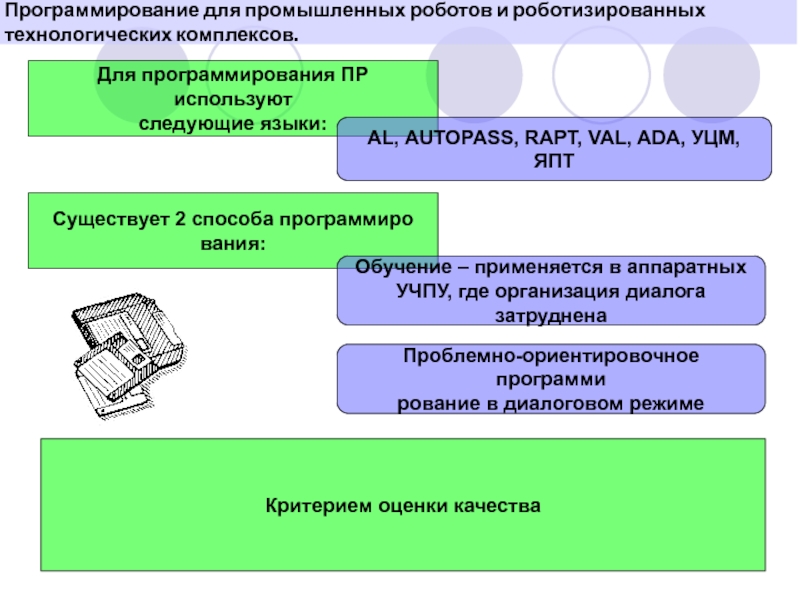
Раздел 2. Программирование обработки деталей на металлорежущих станках с ЧПУ.
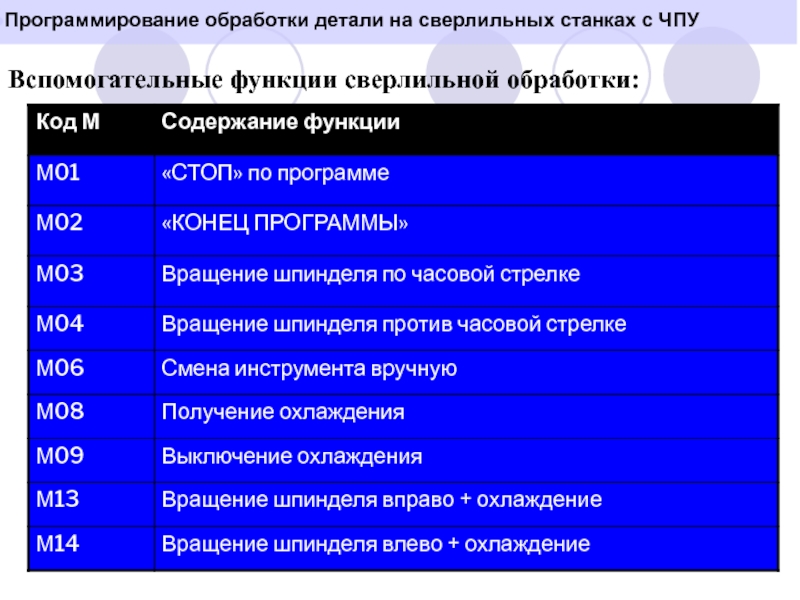
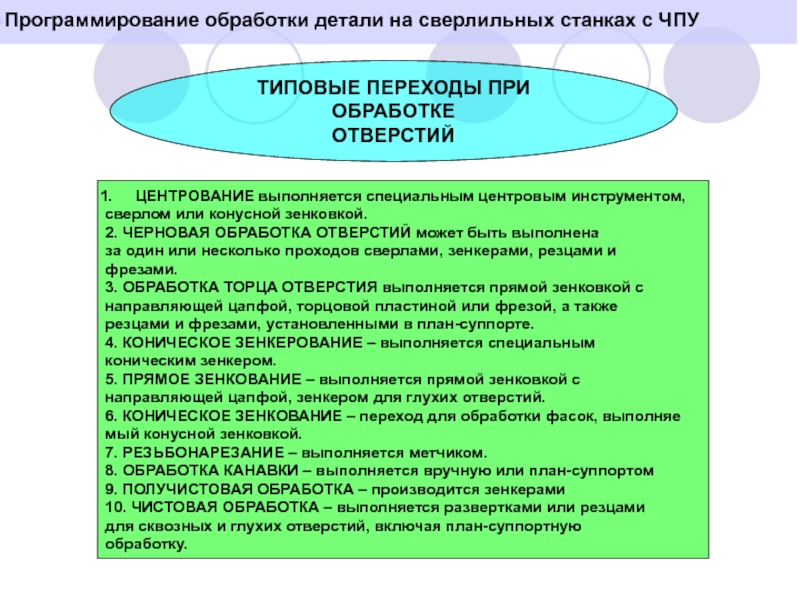
2.1 Программирование обработки детали на сверлильных станках с ЧПУ
Типовые технологические схемы обработки отверстий
Стандартные циклы обработки отверстий.
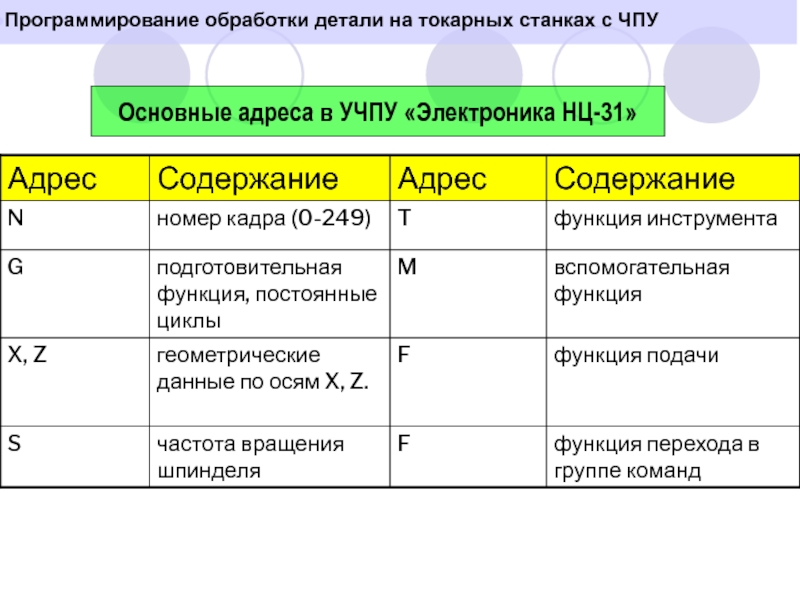
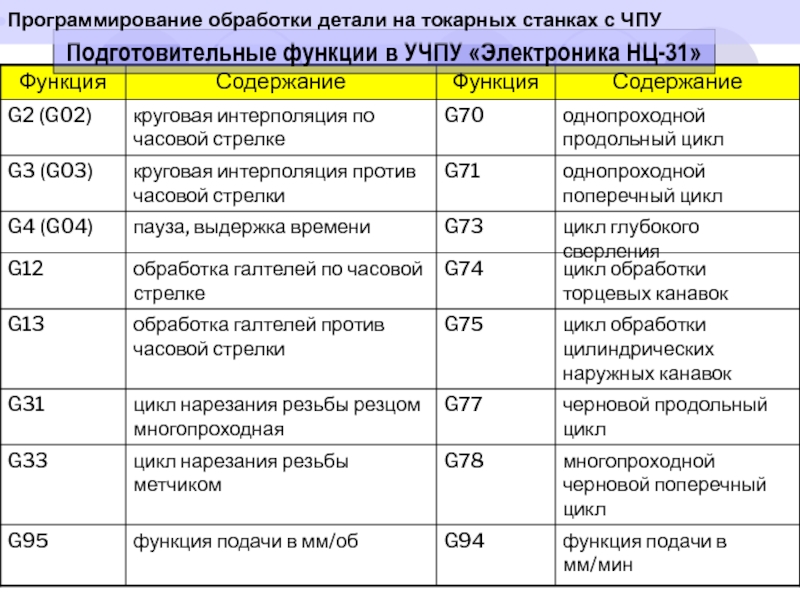
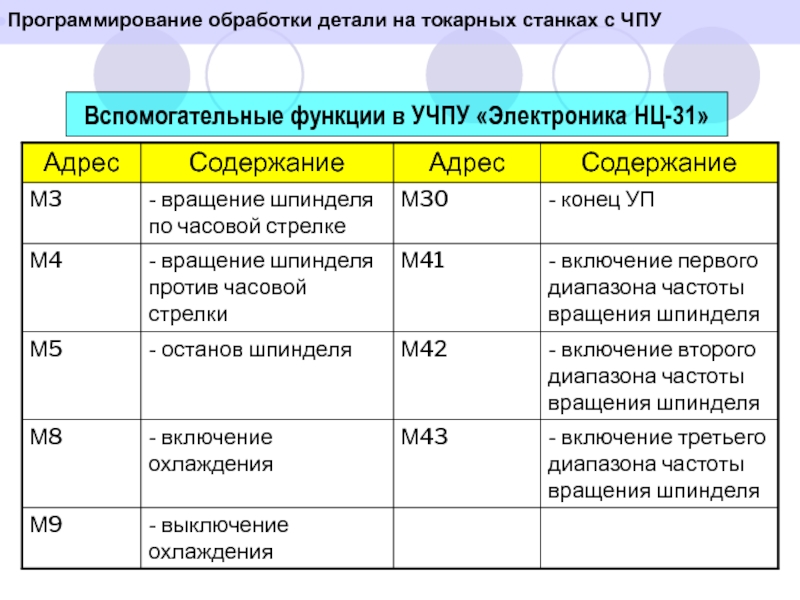
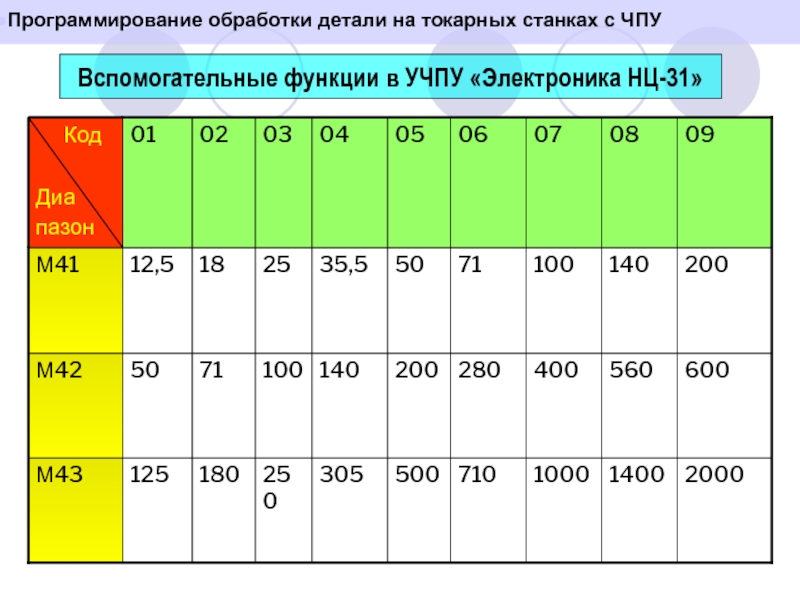
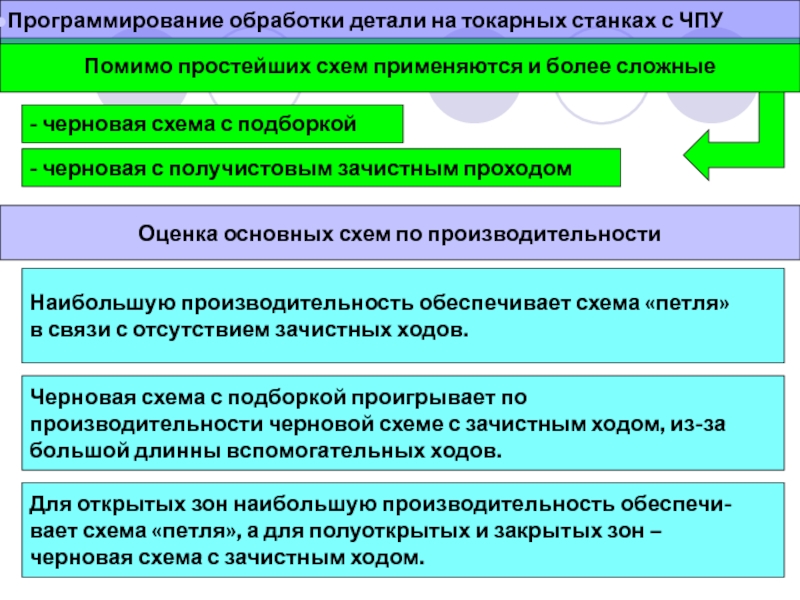
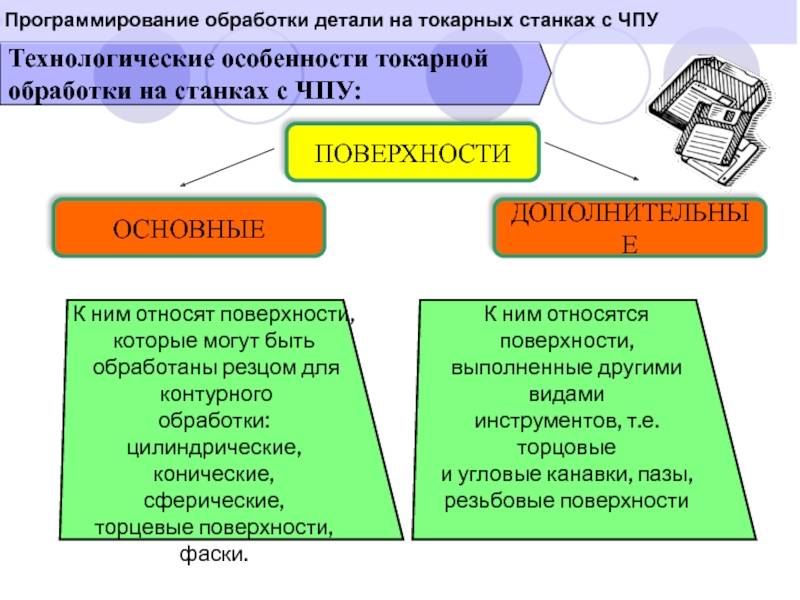
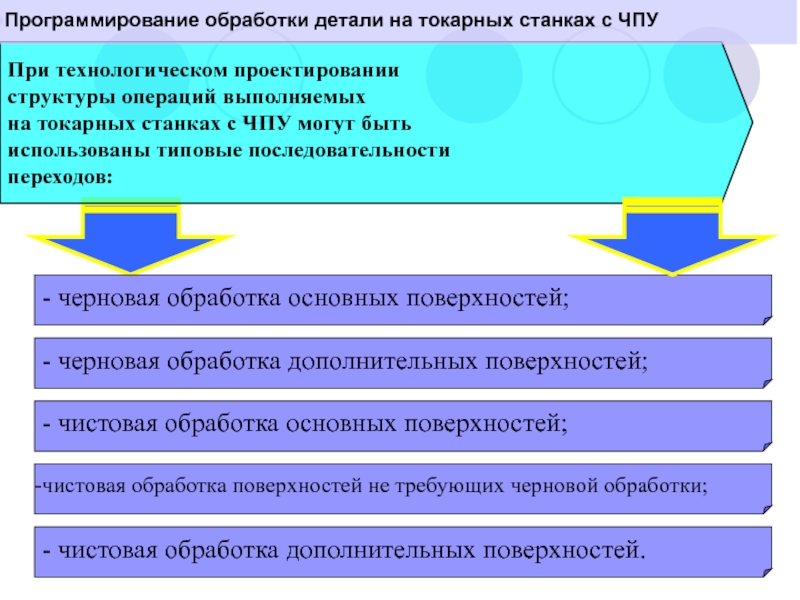
2.2 Программирование обработки детали на токарных станках с ЧПУ.
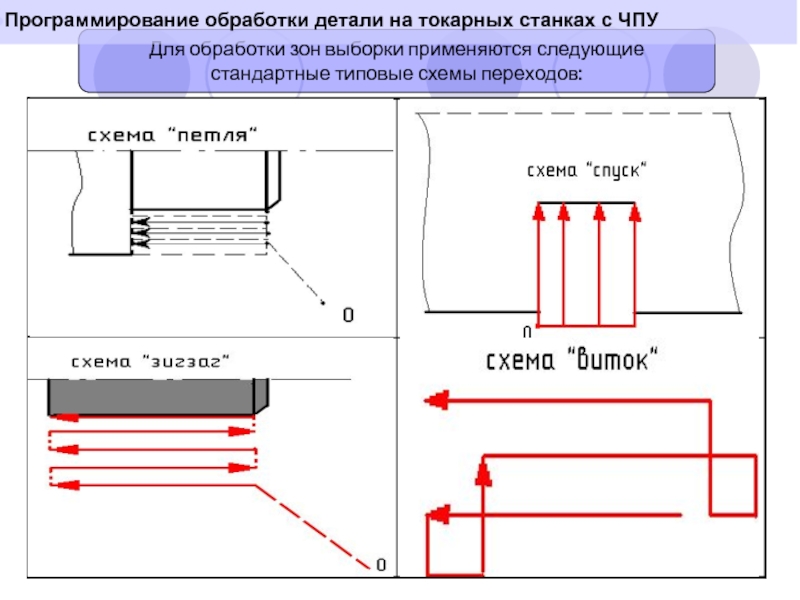
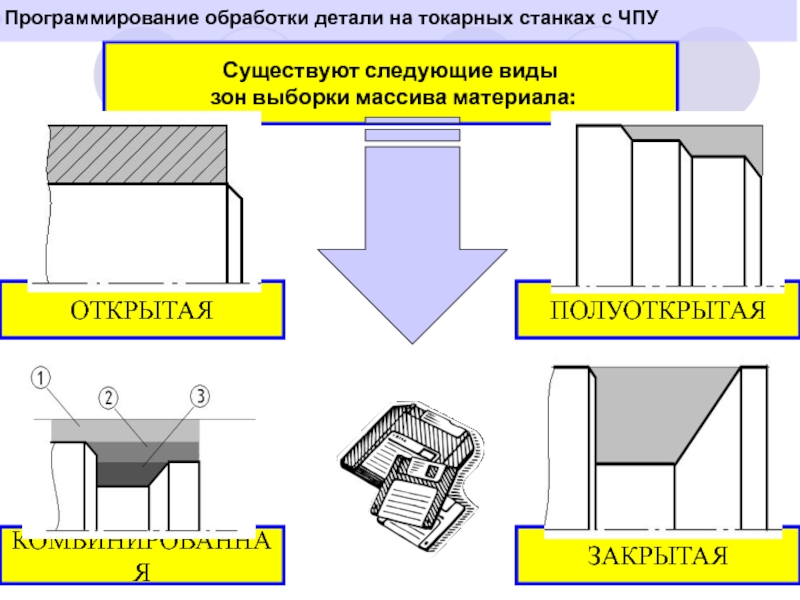
Переходы токарной обработки. Зоны выборки материала.
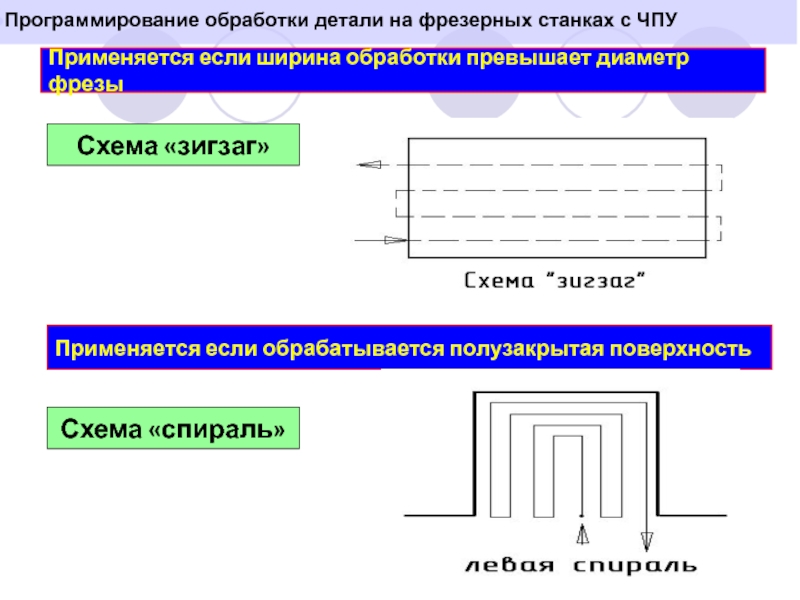
Типовые технологические схемы обработки зон выборки массива материала. Схема обработки канавок, резьбовых поверхностей.
Программирование основных адресов, технологических команд, линейных перемещений, фасок, галтелей, дуг на станке с УЧПУ «Электроника НЦ-31»