Разделы презентаций
- Разное
- Английский язык
- Астрономия
- Алгебра
- Биология
- География
- Геометрия
- Детские презентации
- Информатика
- История
- Литература
- Математика
- Медицина
- Менеджмент
- Музыка
- МХК
- Немецкий язык
- ОБЖ
- Обществознание
- Окружающий мир
- Педагогика
- Русский язык
- Технология
- Физика
- Философия
- Химия
- Шаблоны, картинки для презентаций
- Экология
- Экономика
- Юриспруденция
Лекции по курсу Монтаж и эксплуатация электрооборудования
Содержание
- 1. Лекции по курсу Монтаж и эксплуатация электрооборудования
- 2. Литература:Нормы и объем испытаний электрооборудования Белорусской энергосистемы./Бел.
- 3. ВОПРОСЫ ЛЕКЦИИ1. Дефектация электрических машин на основе
- 4. 1. Дефектация электрических машин на основе комплексного диагностирования
- 5. Слайд 5
- 6. Слайд 6
- 7. Слайд 7
- 8. Слайд 8
- 9. Слайд 9
- 10. Слайд 10
- 11. Слайд 11
- 12. Слайд 12
- 13. Слайд 13
- 14. Слайд 14
- 15. Слайд 15
- 16. Как показали проведенные исследования, tgδ изменяется в
- 17. 2. Технологический процесс ремонта электрических машин
- 18. Слайд 18
- 19. Рис. 3. График сетевого планирования ремонта электромашин:
- 20. Сетевой график ремонта ЭМВ графике направление стрелок
- 21. Последовательность разборки АД типа 4А (мощностью до 10 кВт)
- 22. 3. Организация замены подшипников качения
- 23. Прежде чем принять решение о замене подшипников
- 24. Ремонт подшипников каченияБез крайней необходимости снятие подшипников
- 25. Ремонт подшипников каченияПеремещение подшипников вдоль вала не
- 26. Ремонт подшипников качения: установка подшипников-заменителей с внутренней
- 27. ТАК ДЕЛАТЬ НЕЛЬЗЯ !!!
- 28. Ремонт подшипников скольженияВ современных ЭМ малой и
- 29. Ремонт подшипников скольженияЗаливать вкладыши можно статическим, центробежным
- 30. Ремонт подшипников скольженияСтатический способ — наиболее простой
- 31. Ремонт подшипников скольженияЗаливка вкладышей центробежным способом и
- 32. Ремонт обмотки статора (поиск витковых замыканий в обмотке машины)
- 33. Определение поврежденной секцииДля определения секции с короткозамкнутыми
- 34. Определение поврежденной секции
- 35. Способ определения витковых замыканий с помощью ферромагнитного
- 36. УДАЛЕНИЕ СТАРЫХ ОБМОТОКСтарые обмотки удаляются одним из
- 37. Механический метод удаления обмоток из магнитопровода выполняется
- 38. Термомеханический методТермомеханический метод отличается от механического тем,
- 39. Химический метод и термохимический метод Химический метод
- 40. Основные способы сушки изоляции электрических машинНазначение сушки
- 41. Способы сушки изоляции электрических машин Сушку изоляции
- 42. Сушка внешним нагревом Для внешнего нагрева машин
- 43. Сушка нагревом от тока постороннего источникаДля сушки
- 44. Сушка индукционным способомМожет быть рекомендована для всех
- 45. Схемы подключения при сушке нагревом от тока постороннего источника (а); индукционным способом (б и в)
- 46. Ремонт роторных обмоток 1. Короткозамкнутые АД, выполненные в виде беличьих клеток
- 47. Основные повреждения и их ремонт следующие Нарушения
- 48. Ремонт коллекторов Его объем и содержание
- 49. При нарушении контакта у петушков проводится перепайка
- 50. Последовательность обработки рабочей поверхности коллектора : Обточка:
- 51. Техническое обслуживание щеточно-коллекторного узла Щеточно-коллекторный узел в
- 52. Устройство для измерения динамометром давления щетки на коллектор
- 53. При выработке щеток их заменяют. Величина допустимой
- 54. Схема притирки щеток к коллектору: 1 —
- 55. Колодка для шлифованияколлектора: а — с одной
- 56. Ремонт коробки выводовДефекты коробки выводов (клеммной коробки)
- 57. Ремонт коробки выводовПри прогарах в панелях изготовливаются
- 58. Испытание электрической прочности изоляции Изоляция контактов и
- 59. Схема испытания контактов повышенным напряжением 1000
- 60. По ГОСТу 183-74 асинхронные двигатели с короткозамкнутым
- 61. Конструкционные материалы:Серьезный недостаток слоистых пластиков — плохая
- 62. Конструкционные материалы:Промышленностью слоистые пластики выпускаются в виде
- 63. МиканитыМиканиты – материалы из отдельных пластинок слюды
- 64. МиканитыПо назначению они делятся на коллекторные (в
- 65. СлюдинитыСлюдиниты, слюдопласты (слюдяные бумаги) — материалы на
- 66. Микалекс Микалекс — материал твердый с увеличенным
- 67. Область применения миканитов и других слюдяных изделий
- 68. Лаки Лаки — это коллоидные растворы пленкообразующих
- 69. По применению лаки разделяют на: пропиточные служат
- 70. По режиму сушки их делят на лаки
- 71. По основе лаки делят на: смоляные, целлюлозные, масляные, битумные, масляно-смоляные и масляно-битумные.
- 72. Смоляные лаки — основой их являются смолы,
- 73. Целлюлозные лакиЦеллюлозные лаки—растворы эфиров целлюлозы. Из них
- 74. Масляные лакиМасляные лаки. Их основой являются высыхающие
- 75. Битумные лакиБитумные лаки — растворы битумов в
- 76. Масляно-смоляные лакиМасляно-смоляные лаки — составы их, кроме
- 77. Масляно-битумные лакиМасляно-битумные лаки — в их основу,
- 78. Маркировка лаковВсе лаки в соответствии со стандартизацией
- 79. КомпаундыКомпаунды отличаются от лаков тем, что в
- 80. Скачать презентанцию
Литература:Нормы и объем испытаний электрооборудования Белорусской энергосистемы./Бел. Гос. Энергетический концерн «Белэнерго»; ред. Комиссия В.Г. (предс.) и др.- Мн.:Ред. журнала «Тыдзень», 2000.- 284 с.Куценко Г.Ф. Монтаж, эксплуатация и ремонт электроустановок. –Мн.: Дизайн
Слайды и текст этой презентации
Слайд 1Лекции по курсу «Монтаж и эксплуатация электрооборудования»
Лекция 9. Ремонт электрических
машин

Слайд 2Литература:
Нормы и объем испытаний электрооборудования Белорусской энергосистемы./Бел. Гос. Энергетический концерн
«Белэнерго»; ред. Комиссия В.Г. (предс.) и др.- Мн.:Ред. журнала «Тыдзень»,
2000.- 284 с.Куценко Г.Ф. Монтаж, эксплуатация и ремонт электроустановок. –Мн.: Дизайн ПРО, 2002.
Сердешнов А.П. Ремонт электрооборудования. В 2-х частях. Часть 1. Ремонт электрических машин. – Мн.: ИВЦ Минфина, 2008 г. – 293 с.

Слайд 3ВОПРОСЫ ЛЕКЦИИ
1. Дефектация электрических машин на основе комплексного диагностирования
2. Технологический
процесс ремонта электрических машин
3. Организация замены подшипников качения
4. Ремонт подшипников
скольжения5. Ремонт обмотки статора
4. Ремонт обмотки ротора
6. Испытание электрических машин после ремонта













Слайд 16Как показали проведенные исследования, tgδ изменяется в широком диапазоне. Как
диагностический параметр tgδ не зависит как от габаритов машины, так
и от приложенного напряжения. Изменения tgδ от приложенного напряжения свидетельствует об износе изоляции и наличие частичных разрядов.Однако по изменению tgδ трудно определить степень износа изоляции, поэтому вводится второй параметр коэффициент микропористости
Kм=ΔС/С50
Или коэффициент полеризации.
Тогда остаточный ресурс определяется как расстояние от текущей точки F(tgδ,Kм) до линии пробоя изоляции, т.е.
Dэ=



Слайд 19Рис. 3. График сетевого планирования ремонта электромашин: 1 -2 —
приемочные работы; 2-3 — разборочно-дефектовочные работы; 3-5 — восстановление обмоточного
провода; 3-6 — слесарно-механические работы; 5-7 — подготовка обмоточного провода к работе; 3-7 — изолировочно-обмоточные работы; 3-8 — комплектовочные работы; 6-9 — передача деталей механической части на сборку; 7-9—передача на сборку узлов с обмотками электромашин; 8-9—передача на сборку комплектующих деталей; 9-10—сборка двигателя; 10-11 — испытание; 11-12 — отделочные работы; 2-4 — сдача в металлолом непригодных к ремонту машин; 3-4 — сдача в металлолом деталей машин и обмоток, непригодных для восстановления; 7-4 — сдача в металлолом срезков проводов обмоток
Слайд 20Сетевой график ремонта ЭМ
В графике направление стрелок показывает порядок выполнения
работ, цифры над стрелкой — продолжительность выполнения работ в часах.
Она зависит от многих факторов (уровня механизации работ, приспособлений, квалификации работников и пр.). Время выполнения работ определяется хронометражем по среднестатистическим данным.Непрерывная последовательность работ называется путем. Путь, который требует максимальной затраты времени от начала работы до завершения, называется критическим. Например, критический путь рис. 3 (без восстановления обмоточного провода) 1-2-3-7-9-10-11-12 — это фактическая продолжительность ремонта электрической машины на данном предприятии — 34,5 ч.
Сетевой график может быть более детальным по отдельным операциям каждого укрупненного вида работ, например, осмотр-испытание-оформление документации и т.д. со связкой каждого события.
Такие графики планирования ремонта дают возможность обеспечить ритмичную работу предприятия, выявить нестыковку в выполнении ремонтных операций.

")

Слайд 23Прежде чем принять решение о замене подшипников качения необходимо произвести
вибродиагностирование подшипникового узла и определить наличие дефектов и степень их
опасности.Очень часто причиной повышенной вибрации ПК является нарушение балансировки ротора и повышенный зазор между наружным кольцом и подшипниковым щитом. Поэтому замена ПК при таких условиях эксплуатации не только бесполезна, но даже вредна, так как при неоднократном съеме подшипника повреждается посадочное место на валу. Если по результатам вибродиагностирования будет выявлено значительное нарушение балансировки, то есть большой уровень вибрации на частоте вращения ротора, то в первую очередь необходимо выполнить балансировку ротора.
Очень важно в процессе вибродиагностирования выявить овальность внутреннего кольца ПК (вала). В этом случае после снятия подшипника обязательно необходимо проверить овальность вала и устранить выявленный дефект. Если это не будет сделано, то высока вероятность того, что после посадки на вал нового подшипника с хорошими виброакустическими характеристиками будет введен такой дефект, как овальность внутреннего кольца, так как подшипник насаживается на вал с нятягом.

Слайд 24Ремонт подшипников качения
Без крайней необходимости снятие подшипников с вала не
допускается: каждая такая операция связана с ослаблением посадок и возможностью
их разрушения. Вместе с тем посадки внутреннего кольца подшипника на валу и внешнего в гнезде щита должны быть плотными и в эксплуатации не должны допускать проворачивания колец ни при каких условиях (иначе — повышенный нагрев, заклинивание ротора). Поэтому в ЭМ подшипники насаживаются на вал с натягом. Растягивание (деформация) на валу внутреннего кольца подшипника прямо пропорционально величине натяга (С), оно уменьшает радиальный зазор и может привести к заклиниванию ротора. Это учитывается при установке подшипников проверкой измерения зазоров.
Слайд 25Ремонт подшипников качения
Перемещение подшипников вдоль вала не допустимо под действием
ударов молотка через мягкую прокладку (дерево, текстолит, алюминий и т.п.).
Во всех случаях используется нагрев в масле или специальных установках. Наружные кольца в гнездах подшипниковых щитов обычно имеют более свободную посадку.
Слайд 26Ремонт подшипников качения: установка подшипников-заменителей с внутренней (а), наружной (б)
ремонтной втулкой; с упорной шайбой (в)
Если ремонт подшипников связан с
их заменой на другие номера, то он чаще всего требует установки дополнительных деталей: А- внутренней ремонтной втулки на вал ЭМ,
Б -или дополнительной шайбы на наружное кольцо,
В-а также установка упорной шайбы.
, наружной (б) ремонтной")

Слайд 28Ремонт подшипников скольжения
В современных ЭМ малой и средней мощности применяют
главным образом шариковые или роликовые подшипники качения, закрепляемые в подшипниковых
щитах (просты в эксплуатации, хорошо противостоят резким колебаниям температуры, легко заменяются при износе).Крупные машины мощностью свыше 1000 кВт изготовляют на подшипниках скольжения, которые опираются на стояковые опоры, устанавливаемые на общей фундаментной плите вместе со станиной двигателя.
В большинстве случаев ремонт подшипников скольжения сводится к смене изношенных втулок или перезаливке вкладышей.
Работа подшипников скольжения зависит от величины зазора между шейкой вала и втулкой подшипника. Чем больше диаметр шейки вала, тем больше должен быть зазор. В подшипниках скольжения изнашиваемой деталью является баббитовая заливка вкладыша. Если зазор между вкладышем и шейкой вала превышает допускаемую величину или при ремонте машины обнаруживают отслаивание баббита от стенки стакана вкладыша, то баббит перезаливают.

Слайд 29Ремонт подшипников скольжения
Заливать вкладыши можно статическим, центробежным способами или под
давлением.
Для заливки применяют баббит марки Б-16, состоящий из сплава
олова (16%), свинца, сурьмы и меди, или марки Б-83 (олова 83%), применяемый для быстроходных двигателей и двигателей с тяжелыми для подшипников условиями работы (турбогенераторы, насосы, компрессоры магистральных трубопроводов и крановые двигатели). Баббит плавят в специальном тигле на горне или с помощью паяльной лампы, нагревая его до температуры 450 °С (для марки Б-16) и 400 °С (для марки Б-83). Температуру измеряют специальным прибором — пирометром, предназначенным для измерения высоких температур. Превышение температуры может привести к ухудшению качества сплава. Расплавленный баббит для предохранения от окисления посыпают слоем древесного угля, который при температуре 400—450 °С начинает краснеть, и перемешивают нагретым докрасна стальным прутом. Перед заливкой с расплавленной поверхности снимают шлак и уголь.
Слайд 30Ремонт подшипников скольжения
Статический способ — наиболее простой для заливки разъемных
вкладышей.
Обе половины разъемного вкладыша устанавливают вертикально и стягивают хомутом,
предварительно проложив между ними тонкую полоску из железа или асбеста для получения припуска на механическую обработку плоскостей стыка. Внутри вкладыша устанавливают сердечник, диаметр которого меньше вала машины и имеет небольшую конусность книзу. Для вкладышей с диаметром расточки 60—80 мм диаметр сердечника выбирают меньше диаметра вала на 10—12 мм, а для вкладышей диаметром 100—150 мм — на 16—20 мм.Подготовленный к заливке вкладыш обмазывают снаружи глиняной смазкой (на 100 весовых частей глины 26 частей поваренной соли и 18 частей воды). Вместо глиняной смазки иногда используется асбест, которым плотно обертывают вкладыш, закрывая все щели и отверстия. Перед заливкой вкладыш с сердечником нагревают до температуры 250—270 °С, которая соответствует температуре плавления прутка олова при соприкосновении с сердечником.
При заливке вкладыша необходимо соблюдать правила безопасности, предохраняясь от ожогов. Во время заливки вкладыш с сердечником подогревают. Через 2—3 мин после заливки вкладыш с сердечником охлаждают водой, начиная с нижней части. Отлитый вкладыш протачивают внутри и прошабривают на валу (т.е. с помощью шабера удаляют выступающие неровности поверхности), оставляя допустимые зазоры. Внутри просверливают спускные отверстия, прорезают продольные маслораспределительные канавки и окна для смазочных колец. После обработки готовый вкладыш очищают от опилок, обдувают сжатым воздухом и промывают керосином.

Слайд 31Ремонт подшипников скольжения
Заливка вкладышей центробежным способом и под давлением относится
к прогрессивным способам заливки, которые не требуют больших припусков дорогого
металла на обработку, ускоряют процесс заливки и создают плотную структуру металла. Заливка под давлением самая производительная, но требует специальных заливочных машин при массовом изготовлении подшипников. Центробежную заливку можно осуществлять на обычном токарном станке с применением специального приспособления.
")
Слайд 33Определение поврежденной секции
Для определения секции с короткозамкнутыми витками и пазов
в расточке статора, где она помещается, в основном используются следующие
приборы и приспособления: подковообразный электромагнит, электронные приборы (типа ЕЛ 1), а также ферромагнитный шарик.

Слайд 35Способ определения витковых замыканий с помощью ферромагнитного шарика
К поврежденной обмотке,
соединенной по схеме «звезда» или «треугольник», от источника трехфазного тока
подводится пониженное или регулируемое напряжение, например, от сварочного трансформатора. Оно должно быть такой величины, при которой ток в фазных обмотках не превысит номинального значения. Эти токи создадут в расточке статора асинхронного двигателя вращающееся магнитное поле. Помещенный туда ферромагнитный шарик (можно от шарикоподшипника), вращаясь по направлению этого потока, перемещается против него.Над пазами, в которых лежат активные стороны секции с короткозамкнутыми витками, шарик останавливается («залипает»). Такое явление объясняется наличием стоячих электромагнитных полей вокруг этих проводников, создаваемых в короткозамкнутых витках токами короткого замыкания.

Слайд 36УДАЛЕНИЕ СТАРЫХ ОБМОТОК
Старые обмотки удаляются одним из следующих способов: механическим,
термомеханическим, химическим, термохимическим.
При выборе метода удаления учитываются: достоинства и не-
достатки
методов, конструкции ремонтируемых машин, возможности ремонтного предприятия, экономические соображения. 
Слайд 37Механический метод удаления обмоток из магнитопровода выполняется без предварительного разрушения
старой изоляции.
Порядок операций следующий: из верхней части пазов извлекаются клинья,
крепящие обмотку, фрезой или резцом на станке (зубилом и молотком вручную) срезается лобовая часть обмотки с одной стороны сердечника, после закрепления корпуса машины на столе ломиком или приспособлениями захватывают секции за оставшиеся лобовые части с другой стороны магнитопровода, вынимают их из пазов.Достоинства: простота, не требует спецоборудования по сжиганию старой изоляции и расхода для этого энергии, не нарушается состояние изоляции между листами электротехнической стали в пакетах, нет коробления корпусов. Недостатки: требует больших механических усилий, в пазах много остатков старой трудноудаляемой изоляции, часты расслоения пакетов магнитопровода по краям, относительно малая производительность, невозможность восстановления обмоточного провода.
Метод, как правило, используется в мелких мастерских.

Слайд 38Термомеханический метод
Термомеханический метод отличается от механического тем, что перед удалением
секций из пазов проводят сжигание старой изоляции обмоток в специальных
печах при температуре 280-350°С. Естественно, чем выше температура, тем быстрее разрушается изоляция, но и больше возможности коробления корпусов машин, особенно из алюминиевых сплавов.Удаление старой обмотки может выполняться как со срезом одной лобовой части, так и без среза.
Недостатки: изоляция выгорает в пакетах между листами стали (после двух-трех обжигов прессовка магнитопровода нарушается).Увеличиваются потери ХХ и снижается КПД ЭД.

Слайд 39Химический метод и термохимический метод
Химический метод — разрушение старой
изоляции обмоток производится специальными химически активными жидкостями типа МЖ-70 в
специальных емкостях.Термохимический метод — старая изоляция обрабатывается в камерах растворами каустической соды или щелочи, нагретых до температуры 80-100°С.
Обмотки удаляются из пазов по двум последним методам также, как у ранее рассмотренных.
Достоинства: отсутствие коробления корпусов, сохранение изоляции между листами стали в пакетах, возможность восстановления обмоточного провода. Недостаток — токсичность.
Методы могут быть рациональны при наличии дешевых реактивов, но требуют повышенного внимания по обеспечению безопасности работ.

Слайд 40Основные способы сушки
изоляции электрических машин
Назначение сушки изоляции. Сушку изоляции ЭМ,
как правило, производят до их установки. Вместе с тем нередки
случаи, когда уже установленные ЭМ длительное время бездействуют в связи с задержкой пуска объекта или технологического комплекса, в результате чего их изоляция увлажняется и не отвечает нормативным требованиям. В таких случаях изоляцию ЭМ сушат перед их пуском.Назначение сушки — удаление влаги из изоляции обмоток и других токопроводящих частей с целью повышения сопротивления до значений, позволяющих поставить машины под напряжение.

Слайд 41Способы сушки изоляции электрических машин
Сушку изоляции выполняют: внешним нагревом,
нагревом от тока постороннего источника, индукционным методом, током короткого замыкания
в генераторном режиме, на «ползучей скорости» (для двигателей постоянного тока) и вентиляционными потерями.В том случае, если один из перечисленных способов не создает необходимой для сушки температуры или обогрев происходит неравномерно, применяют комбинированную сушку. При этом одновременно используют не один, а какие-либо два способа.

Слайд 42Сушка внешним нагревом
Для внешнего нагрева машин применяют чугунные сопротивления
или ящики сопротивлений, а также специально изготовленные нагреватели, которые располагают
под машиной таким образом, чтобы исключить возможность местных перегревов от прямого излучения тепла или чрезмерно близкого размещения нагревателя.Во время сушки следят за тем, чтобы температура горячего воздуха, поступающего в машину, не превышала 90 °С, а температура обмоток в наиболее нагретой части — 70 °С. Температуру замеряют термометрами, установленными на патрубке воздуходувки и в наиболее нагретой части обмотки, а в крупных ЭМ — встроенными температурными индикаторами (термопарами). Этот способ применяют для сушки сильно отсыревших машин.

Слайд 43Сушка нагревом от тока постороннего источника
Для сушки машин этим способом
применяют ряд схем. Ниже рассматриваются только наиболее распространенные из них.
Синхронные машины сушат последовательным подключением всех трех фаз и ротора (при близких значениях тока ротора и статора) к источнику постоянного тока. Ток сушки должен составлять 0,5—0,7Iном ротора.Асинхронные двигатели сушат трехфазным током в режиме КЗ. Для этого ротор затормаживают, а его обмотку закорачивают на кольцах специальной перемычкой (во избежание подгорания колец). Ток сушки поддерживают не более 0,7 Iном, следовательно, подводимое напряжение должно быть не более 0,7 напряжения КЗ.

Слайд 44Сушка индукционным способом
Может быть рекомендована для всех ЭМ. При данном
способе применяют одну из двух разновидностей сушки: потерями в активной
стали статора или потерями в корпусе статора. Нагревание производят за счет создания переменного магнитного потока путем накладывания на статор намагничивающей обмотки, питаемой однофазным током.В первом случае обмотку накладывают таким образом (рис. б), что благодаря значительной разнице магнитных проводимостей корпуса и активной стали в корпус ответвляется большой магнитный поток. Во втором случае намагничивающую обмотку накладывают так, как показано на (рис. В)

Слайд 45Схемы подключения при сушке нагревом от тока постороннего источника (а);
индукционным способом (б и в)
; индукционным способом (б и в)")

Слайд 47Основные повреждения и их ремонт следующие
Нарушения паек в местах
соединения стержней и короткозамыкающих колец беличьих клеток (медных и латунных)
определяются по наличию в данном месте вследствие повышенного нагрева цветов побежалости, темных пятен и окалины.Неисправности устраняются путем перепайки соединений. Эти места зачищают, протирают чистой ветошью, смоченной в бензине (ацетоне), протравливают в течение 15-3 0 с в азотной кислоте и V паяют с последующей промывкой в горячей воде. Беличьи клетки электродвигателей с тяжелыми условиями пуска паяют серебряными припоями марок ПСр или медно-цинковыми — марок ПМЦ.

Слайд 48
Ремонт коллекторов
Его объем и содержание соответствует конструкции коллектора и
видам неисправностей.
Потемнения контактных пластин и шероховатости ведут к тем же
последствиям, что и у контактных колец АД. Ликвидируются они ветошью, смоченной в бензине, если этого недостаточно — обработкой стеклянной бумагой, шлифовкой, полировкой.Подгары на пластинах обычно связаны с плохой пайкой петушков с повышенным биением рабочей поверхности из-за нарушения формы коллектора (в результате неравномерного износа) или с ослаблением прессовки цилиндра медных пластин. При последней неисправности характерно смещение (выступы) отдельных контактных пластин или их изоляции. Подгары увеличивают сопротивление контакта и нагрев коллектора. Смещение пластин вызывает усиленную вибрацию, искрение с повышенной эрозией контактной поверхности, выкрашивание щеток и ухудшение коммутации машины постоянного и переменного тока.

Слайд 49При нарушении контакта у петушков проводится перепайка тех пластин, которые
имеют хотя бы незначительные признаки почернения. Подгар снимается так же,
как и при потемнении пластин.Ослабление прессовки у коллектора со стальным корпусом устраняется после его подогрева до 120-130°С, подтяжкой гайки (7), нажимной (конусной) шайбы (2) (рис. 1)

Слайд 50Последовательность обработки рабочей поверхности коллектора :
Обточка: Удаление минимального
слоя меди с
поверхности пластин. Делается резцом на токарном станке. У крупных машин —
вращением якоря в собственных подшипниках;Продораживание: Понижение (выпиливание) изоляции между контактными пластинами коллектора. Производится специальной пилкой вручную или фрезой на станке. глубиной от поверхности коллектора:
для малых машин — 0,5-0,8 мм,
для средних — 1,0-1,5 мм,
для крупных — 2,0 мм.
Большая глубина недопустима, так как может стать причиной короткого замыкания пластин вследствие заполнения канавок щеточной пылью.
Продувка сжатым воздухом: или обработка пылесосом для удаления медной и слюдяной пыли, оставшейся после второй операции;
Снятие фаски на краях медных пластин для лучшего удаления пыли щеток;
Шшлифовка и полировка. Первая делается стеклянной бумагой или карборундовым мелкозернистым бруском, вторая — колодками или щетками из твердых пород дерева (бук, клен) для получения зеркально гладкой и прочной поверхности коллектора.

Слайд 51Техническое обслуживание щеточно-коллекторного узла
Щеточно-коллекторный узел в машинах постоянного тока
и других машинах является наименее надежным узлом и требует тщательного
технического обслуживания. Для обеспечения безыскровой работы необходимо выполнение ряда условий, обеспечивающих надежный контакт между щеткой и коллектором и равномерную допустимую нагрузку током рабочей поверхности щетки.Зазор между щеткодержателем и коллектором должен быть в машинах большой мощности 2—4 мм, в машинах малой мощности 1—2,5 мм. Люфт щетки в гнезде щеткодержателя в направлении вращения коллектора не должен превышать 0,1—0,2 мм при толщине щетки 8—16 мм и 0,15—0,25 мм при толщине свыше 16 мм.
Большой зазор приводит к наклону щетки из-за силы трения о коллектор, увлекающей за собой нижний край щетки, и затрудняет ее перемещение в гнезде. Большой люфт особенно проявляется в реверсивных машинах, так как при изменении направления вращения щетка наклоняется в противоположную сторону, что уменьшает поверхность ее прилегания к коллектору. Вдоль оси коллектора допускается люфт в гнезде от 0,2 до 0,5 мм.


Слайд 53При выработке щеток их заменяют. Величина допустимой выработке указывается в
технической документации на каждую ЭМ и на каждый тип щеток.
После установки новых щеток производят их притирку и шлифовку. Для притирки между щеткой и коллектором устанавливают стеклянную шкурку с мелким зерном и притягивают ее в направлении вращения коллектора. Рабочая поверхность щкурки придает щетке предварительный радиус, близкий радиусу коллектора. Затем щеточный аппарат продувают сжатым воздухом для очистки от пыли и щетки пришлифовывают при вращающейся на холостом ходу машине. Пришлифовку можно считать законченной, когда не менее половины поверхности щетки прилегает к коллектору. При этом на коллекторе должна быть политура. Если коллектор имеет царапины, незначительные подгары, то их удаляют шлифовкой коллектора (рис). При этом на коллекторе должна быть политура. После шлифовки коллектора необходимо создать на нем политуру, вращая машину на холостом ходу.
Слайд 54Схема притирки щеток к коллектору: 1 — щетки; 2 —
стеклянная шкурка; 3 — коллектор (а – верно, б- неверно)

Слайд 55Колодка для шлифованияколлектора: а — с одной ручкой;б— с двумя
ручками; 1 — деревяннаяколодка; 2 — стеклянная шкурка

Слайд 56Ремонт коробки выводов
Дефекты коробки выводов (клеммной коробки) нередко становятся причиной
серьезных аварий: коротких замыканий, работы электромашины в неполнофазном режиме и
пр. Характер ее ремонта определяется материалами изготовления и конструкцией выполнения выводов.Трещины алюминиевых коробок завариваются газовой сваркой или запаиваются припоем по вышеописанной методике. Стальные коробки завариваются электросваркой с последующей обработкой. При полном разрушении коробок они заменяются.
Подгары на изоляционных клеммных панелях (колодках, щитках) зачищаются стеклянной шкуркой. Эти места покрываются лаком.
 нередко становятся причиной серьезных")
Слайд 57Ремонт коробки выводов
При прогарах в панелях изготовливаются новые из текстолита
гетинакса и т.п. по размерам старых.
Нарушение резьбы на клеммных винтах
и гайках вследствие плохого контакта приводит к их перегреву. Неисправность устраняют заменой на новые.Обломы проводов жил выводов разрывают электрическую цепь Поврежденные участки удаляются кусачками. При необходимости наращиваются концы.
Дефекты изоляции концов выводов часто становятся причиной короткого замыкания, нарушения контакта, устраняются липкой лентой.
Утерянные наконечники выводов восстанавливаются припайкой новых. При их отсутствии конец жилы вывода изгибают в виде кольца и «залуживают». В соответствии с ГОСТом начало обмоток трехфазных асинхронных двигателей обозначают: С1, С2, С3, а концы — С4, С5,С6.
При утрате маркировки концов выводов обмоток ее восстанавливают методами переменного или постоянного тока.

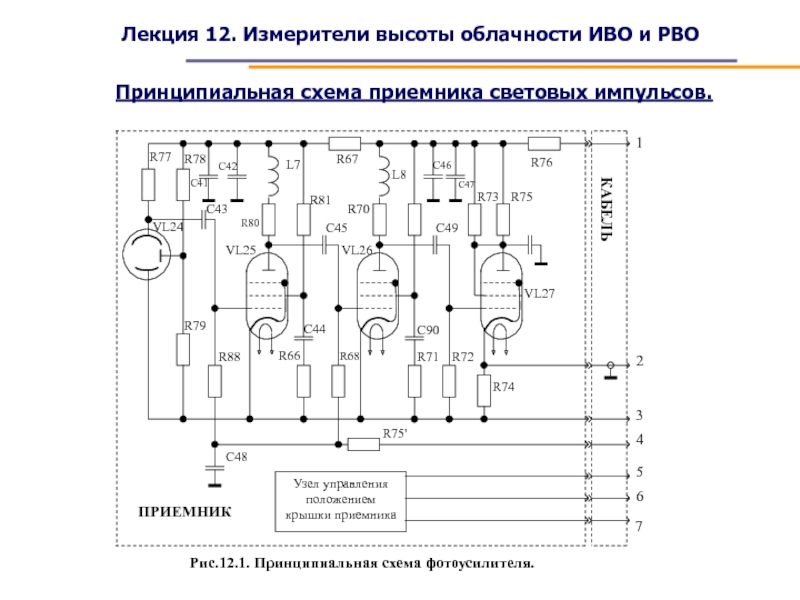
Слайд 58Испытание электрической прочности изоляции
Изоляция контактов и их элементов с
внутренними электрическими соединениями должна выдерживать без пробоя и перекрытия по
поверхности испытательное напряжение 1 кВ переменного тока частотой 50 Гц. Испытания проводят между: входом и выходом каждого полюса при разомкнутых контактах; соседними контактами при замкнутых контактах; оболочкой контактора и всеми зажимами главных цепей и цепей управления контактором.Испытательный трансформатор ТV должен иметь коэффициент трансформации не выше 3000/100 В. Обычно применяются специальные трансформаторы с коэффициентом трансформации 100/1500—2000 В, дающие возможность более плавно повышать и снижать напряжение, что является обязательным требованием при испытании изоляции. Питание трансформатора осуществляется от линейного напряжения через двухполюсный рубильник SF, предохранители FU и потенциометр RR. Ограничительное сопротивление R служит для ограничения тока короткого замыкания при пробое изоляции. Значение сопротивления принимается около 1000—1500 Ом. Для того чтобы миллиамперметром РА не измерялся ток потребления вольтметра РV, соизмеримый в ряде случаев с током утечки, вольтметр с добавочным сопротивлением R подключается параллельно обмотке трансформатора до миллиамперметра. Во избежание пробоя вольтметра высоким напряжением он включается со стороны заземленного вывода обмотки.


Слайд 60По ГОСТу 183-74 асинхронные двигатели с короткозамкнутым ротором подвергаются приемосдаточным
испытаниям в следующем объеме:
внешний осмотр, проверка качества сборки и комплектности;
измерение
сопротивления изоляции обмоток от корпуса и от
носительно друг друга;измерение сопротивления обмоток постоянному току практи чески в холодном состоянии;
испытание электрической прочности изоляции обмоток от носительно корпуса и (при возможности) между обмотками раз ных фаз повышенным напряжением;
испытание межвитковой изоляции обмоток на электрическую прочность повышенным напряжением;
измерение силы тока и потерь на холостом ходу двигателя;
определение силы тока и потерь короткого замыкания при токе, близком к номинальному;
проверка маркировки, упаковки и комплектности необходи мой сопроводительной документации.
для асинхронных двигателей с фазным ротором после пункта 3 еще находится коэффициент трансформации.
В случаях сомнений в качестве ремонта механической части электродвигателя проводится дополнительное испытание при повышенной частоте вращения ротора.

Слайд 61Конструкционные материалы:
Серьезный недостаток слоистых пластиков — плохая дугостоикость При проскакивании искры
на их поверхности остается науглероженный след, проводящий электрический ток.
Основные характеристики некоторых пластиков:гетинакс — Епр в направлении, перпендикулярном слоям, равна 20-40 МВ/м (при 20°С) и 12-35 МВ/м (при 90°С), нагревостойкость класса А,
текстолит (на основе хлопчатобумажной и шелковой ткани) - ЕПР в направлении, перпендикулярном слоям, равна 5-10 МВ/м (при 90°С), нагревостойкость класса А;
стеклотекстолит —Епр в направлении, перпендикулярном слоям, равна 6-27 МВ/м (при 90 С), нагревостойкость класса В;
асботекстолит — Епр направлении, перпендикулярном слоям, равна 1,0-1,5 МВ/м (при 90°С), нагревостойкость класса С;
древеснослоистый пластик (ДСП) — Епр в направлении, перпендикулярном слоям, равна 3- 4 МВ/м (при 90°С), нагревостойкость класса А.

Слайд 62Конструкционные материалы:
Промышленностью слоистые пластики выпускаются в виде досок, а также
фасонных изделий: намотанные бакелитовые (гетинаксовые) трубки, цилиндры. Свойства намотанных изделий
уступают листовым.К числу слоистых электроизоляционных материалов следует отнести и фибру.
Фибра — бумага, пропитанная хлористым цинком, сложенная в несколько слоев и спрессованная. Электрическая прочность невысока, Епр — 1,0-3,5 МВ/м (при 20°С и 50 Гц), механическая прочность достаточно большая, очень гигроскопична, при этом теряет форму и диэлектрические свойства. Выпускается в виде досок и фасонных изделий, применяется для прокладок, панелей, в трубчатых разрядниках и пр.

Слайд 63Миканиты
Миканиты – материалы из отдельных пластинок слюды склеяные лаками или
смолами, иногда с использованием бумаги или ткани, которые подклеиваются к
слоям слюды с одной или двух сторон. Такая подложка увеличивает механическую прочность материала при изгибах. Выпускаются в виде листов и рулонов.
Слайд 64Миканиты
По назначению они делятся на коллекторные (в марках обозначается буквой
К), прокладочные (П), формовочные (Ф), гибкие (Г), микафолий (М), микаленты
(Л). Отличаются в основном клеящим веществом и технологией изготовления. Вторая буква марки показывает вид слюды: М — мусковит, Ф — флогопит, С — их смесь. Третья буква или цифра показывает дополнительные характеристики материала. Основные изоляционные характеристики: Епр (МВ/м при 20°С) и нагревостойкость — С t>180°, Н t=180°, В t=130° :коллекторный — 15-18, С;
прокладочный— 16-20, С;
формовочный — 14-1 8, Н;
гибкий — 16-28, В, Н;
микафолий — 1 4-18, Н;
микалента — 9-20, В.
,")
Слайд 65Слюдиниты
Слюдиниты, слюдопласты (слюдяные бумаги) — материалы на основе слюды, чаще
отходов (щипки слюды) со специальной технологией изготовления. На их основе
выпускается много различных изоляционных изделий, например, стеклослюденитовые непропитанные ленты. Епр — 10-20 МВ/м (при +20°С), нагревостойкость — В, с повышенной гибкостью при комнатной температуре. — материалы на основе слюды, чаще отходов")
Слайд 66Микалекс
Микалекс — материал твердый с увеличенным содержанием слюды, в
качестве связующего применяется легкоплавкое стекло. Из данного материала прессованием получают
фасонные изоляционные изделия, отличающиеся высокой нагревостойкостью, дугостойкостью, большой механической прочностью, материал можно обрабатывать и шлифовать. Однако следует иметь в виду, что он дорогой. Епр — 10-20 МВ/м (при 20°С), нагревостойкость — С.
Слайд 67Область применения миканитов и других слюдяных изделий обширна: прокладки, шайбы,
детали изоляций электрических машин, аппаратов и многое другое.

Слайд 68Лаки
Лаки — это коллоидные растворы пленкообразующих веществ в растворителях.
В качестве основы главным образом используются смолы естественного и искусственного
происхождения, битумы, высыхающие масла. В качестве растворителей применяются спирт, уайт-спирит, толуол, ксилол, скипидар, вода и пр.При сушке растворитель удаляется, основа переходит в твердое состояние. Епр, в зависимости от основы, — 30-75 МВ/м (при 20°С), нагревостойкость, в зависимости от состава лака, от А до Н.

Слайд 69По применению лаки разделяют на:
пропиточные служат для замещения в пустотах
изоляции воздуха лаком, что улучшает все ее изоляционные характеристики. К пропиточным
лакам относится также большинство эмалей. эмали — это лаки с добавкой пигментирующих веществ. Пигменты (в основном окислы металлов) вводят для придания лаковой пленке определенной окраски, улучшения ее механической прочности и приставаемости к поверхности, на которую наносится эмаль;покровные — для образования на поверхности электроизделий механически и электрически прочной, влагостойкой, гладкой пленки.
клеящие применяются для склеивания или изготовления различных твердых электроизоляционных материалов (изоляционных цилиндров, трубок, миканитов и т.п.), а также приклеивания их к металлам.

Слайд 70По режиму сушки их делят на лаки горячей и холодной
сушки.
Первые дают пленку с высокими изоляционными свойствами только при нагревании
до температуры выше +70°С, вторые — при сушке в условиях комнатной температуры.Как правило, лаки горячей сушки дают более качественную во всех отношениях пленку.

Слайд 71По основе лаки делят на: смоляные, целлюлозные, масляные, битумные, масляно-смоляные
и масляно-битумные.

Слайд 72Смоляные лаки — основой их являются смолы, к ним относятся
следующие разновидности:
• бакелитовые — раствор бакелита в спирте.
По применению
лаки делятся
на пропиточные, покровные и клеящие. Термореактивные, холодной и горячей сушки. Пленки их механически прочные, но мало эластичные, склонные к ускоренному тепловому старению. Используются для изоляции электрических машин и аппаратов в основном высокого напряжения, используются при производстве текстолита, гетинакса и других изоляционных изделий;
• глифталевые — раствор глифталевой смолы в смесях спирта с жидкими углеводородами или в им подобных растворителях. Лаки пропиточные, клеящие. Они термореактивные, горячей сушки. Гибкость пленок таких лаков выше, чем бакелитовых, влагостойкость ниже. Применяются в основном в изоляции трансформаторов;
• кремнийорганические — эти лаки пропиточные и клеящие, горячей сушки, термореактивные. Они дают пленку с повышенными электроизоляционными характеристиками. Используются там, где изоляция работает при повышенной температуре, в атмосфере повышенной влажности и т.п.;
• поливинилхлоридные — лаки покровные, термореактивные, горячей сушки. Их пленки обладают повышенной химической стойкостью. Применяются там, где на изоляцию действуют пары бензина, масел, кислот.

Слайд 73Целлюлозные лаки
Целлюлозные лаки—растворы эфиров целлюлозы. Из них наиболее массово применяются
нитролаки. Все они покровные, в отдельных случаях пропиточные (например, для
хлопчатобумажной оплетки автомобильных проводов). Чаще всего это лаки холодной сушки, термопластичные. Пленки (особенно нитролаков) блестящие, с высокой механической прочностью, влагохимостойкие, устойчивы к воздействию кислорода воздуха, света, масел. Вместе с тем нитролаки плохо держатся на металлах, что требует грунтовки последних до наложения лака. Нередко они используются для защиты пленок пропиточных лаков с ускоренным старением. В этих случаях наложение нитролаков производится поверх таких пленок после их запекания.
Слайд 74Масляные лаки
Масляные лаки. Их основой являются высыхающие масла, в состав
могут входить также сиккативы и растворители (бензин, керосин). Лаки главным
образом пропиточные и покровные. Они термореактивные, горячей сушки, однако, при высоком содержании сиккативов могут быть и холодной сушки. Пленки высоко эластичные, маслостойкие. Применяются для изготовления лакотканей, лакобумаг, изоляции листов электротехнической стали.
Слайд 75Битумные лаки
Битумные лаки — растворы битумов в органических растворителях; термопластичны,
холодной сушки. Пленки имеют низкие электроизоляционные характеристики и малую гибкость,
нагревостойсть невысокая. Используются для антикоррозийных покрытий.
Слайд 76Масляно-смоляные лаки
Масляно-смоляные лаки — составы их, кроме высыхающих масел, содержат
естественные или искусственные смолы. Они могут быть пропиточными, покровными и
клеящими. Термореактивные, горячей сушки. Характеристики изоляционных пленок зависят от состава лака. Например, масляно-глифталевые, по сравнению с чисто масляными лаками, имеют повышенную эластичность, клеящую способность, более нагревостойкие, а по сравнению с чисто глифта-левыми лаками — с пониженной гигроскопичностью. Применяются в изоляции трансформаторов, обмотках электрооборудования, работающего в атмосфере с химически активными реагентами.
Слайд 77Масляно-битумные лаки
Масляно-битумные лаки — в их основу, кроме высыхающих масел,
входит битум, растворители бензол, толуол и др. По назначению они
пропиточные и покровные. Горячей сушки, термопластичны, при нагревании пленки размягчаются, неустойчивы к маслам и другим органическим растворителям, но вместе с тем они влагохимостойкие, менее гигроскопичные, слабо подвержены старению.
Слайд 78Маркировка лаков
Все лаки в соответствии со стандартизацией имеют буквенно-цифровое обозначение,
при этом буквами указывается состав основы лака (БТ — масляно-битумный,
ГФ — масляно-глифталевый и т.д.). В шифре первые цифры показывают назначение лака (9 — электроизоляционный), последующие - конкретный его вид.
Слайд 79Компаунды
Компаунды отличаются от лаков тем, что в них отсутствует растворитель,
и они могут быть в исходном состоянии твердыми. Однако для
изготовления изоляции компаунды (нагреванием до соответствующей температуры) переводят в жидкое состояние с требуемой вязкостью. В их состав входят смолы, битумы, масла.