Разделы презентаций
- Разное
- Английский язык
- Астрономия
- Алгебра
- Биология
- География
- Геометрия
- Детские презентации
- Информатика
- История
- Литература
- Математика
- Медицина
- Менеджмент
- Музыка
- МХК
- Немецкий язык
- ОБЖ
- Обществознание
- Окружающий мир
- Педагогика
- Русский язык
- Технология
- Физика
- Философия
- Химия
- Шаблоны, картинки для презентаций
- Экология
- Экономика
- Юриспруденция
Предварительно-напряженные листовые металлические конструкции
Содержание
- 1. Предварительно-напряженные листовые металлические конструкции
- 2. Листовые металлические конструкцииОбщая характеристика металлических листовых конструкцийЛистовые
- 3. Металлические листовые конструкции:Резервуары для хранения жидкостей;Газгольдеры для
- 4. Наземные резервуары для хранения жидкостей
- 5. Газгольдеры для хранения газов
- 6. Силос для хранения зерна
- 7. Трубопроводы большого диаметра
- 8. Слайд 8
- 9. Вентиляционная труба
- 10. Барабанная вращающаяся печь для обжига керамзита
- 11. Слайд 11
- 12. Основные особенности листовых конструкций по
- 13. Листовые конструкции всегда совмещают функции несущих и
- 14. При изготовлении листовых конструкций применяются операции, не
- 15. Металлические предварительно напряженные конструкции – это такие
- 16. Предварительное напряжение листовых конструкцийпредварительное напряжение создается при
- 17. Оболочки данных конструкций работают в основном на
- 18. В качестве обмотки могут применяться:Высокопрочная стальная проволокаВысокопрочная стальная лентаСтеклонити в один или несколько слоев
- 19. Навивка проволокиНавивка проволоки производится тремя способами:Способ кольцевой
- 20. Спиральная навивка При навивке напряженной арматуры по
- 21. Спиральная навивка
- 22. Кольцевая навивкаТехнологически наиболее прост способ кольцевой навивки,
- 23. Кольцевая навивка
- 24. Навивка лентойЕще один вариант кольцевой навивки –
- 25. Основные возможности предварительного напряжения МЛК:Предварительное напряжение позволяет
- 26. Скачать презентанцию
Листовые металлические конструкцииОбщая характеристика металлических листовых конструкцийЛистовые конструкции представляют собой емкостные конструкции, состоящие из металлических листов и предназначенные для хранения, транспортирования, перегрузки и переработки жидкостей, газов и сыпучих материалов.
Слайды и текст этой презентации
Слайд 1Предварительно-напряженные листовые металлические конструкции
Выполнили студенты группы ПГС-2: Толкачев, Баянов

Слайд 2Листовые металлические конструкции
Общая характеристика металлических листовых конструкций
Листовые конструкции представляют собой

Слайд 3Металлические листовые конструкции:
Резервуары для хранения жидкостей;
Газгольдеры для хранения газов;
Бункера и
силосы для хранения и перегрузки сыпучих материалов;
Трубопроводы большого диаметра для
транспортирования газов, жидкостей и размельченных или разжиженных твердых веществ;Листовые конструкции доменных цехов и газоочисток;
Дымовые и вентиляционные трубы;
Специальные листовые конструкции химической и нефтезаводской аппаратуры;
Барабанные вращающиеся печи для обжига твердых веществ;
Линейные ускорители протонов и другие листовые конструкции физических установок.









Слайд 12 Основные особенности листовых конструкций по сравнению с другими
металлическими конструкциями
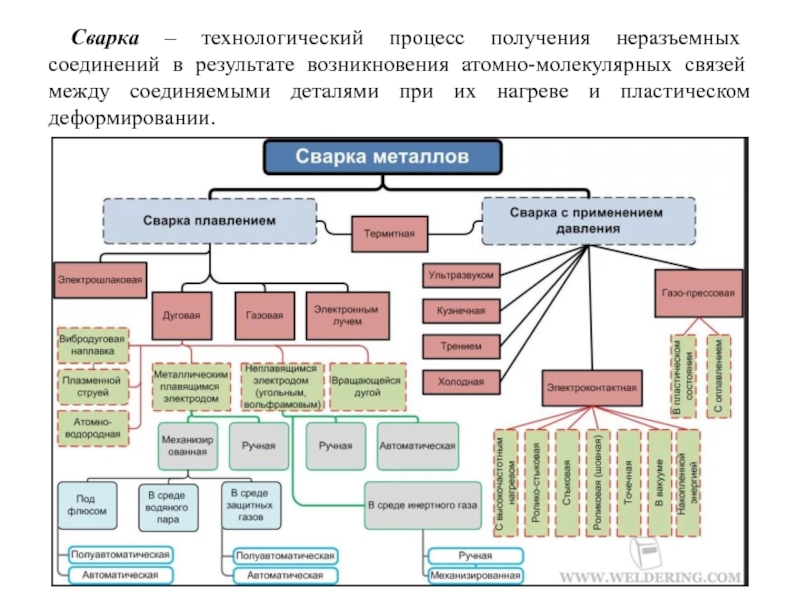
Швы листовых конструкций должны: удовлетворять требованиям не только прочности,
но и плотности (непроницаемости), и качество их должно быть еще выше, чем в обычных строительных конструкциях. Сварные соединения выполняются встык, внахлестку и впритык. Наиболее целесообразно соединение встыкЛистовые конструкции представляют собой сплошные тонкостенные емкостные конструкции, что обуславливает их двухосное напряженное состояние, тогда как стержни сквозных строительных конструкций испытывают обычно одноосное напряженное состояние.
В ограждениях различных оболочек листовых конструкций и в защемлении оболочек у колец жесткости и у днищ возникают локальные напряжения краевого эффекта, которые необходимо учитывать при проектировании.

Слайд 13Листовые конструкции всегда совмещают функции несущих и ограждающих конструкций.
Условия работы
листовых конструкций весьма разнообразны: они могут быть надземными, наземными, полузаглубленными,
подземными; могут воспринимать статическую и динамическую нагрузки, работать пол низким, средним и высоким давлением, под вакуумом, под воздействие низких ( от -254 до -400С), средних (от -40 до +2000С) и высоких ( более +2000С) температур, под воздействие нейтральных и агрессивных сред.Листовые конструкции характеризуются относительно большой протяженностью соединений, превышающей на одну тонну примерно вдвое протяженность швов обычных металлоконструкций.

Слайд 14При изготовлении листовых конструкций применяются операции, не требующиеся при производстве
обычных металлоконструкций: фасонный раскрой листового проката, изготовление рулонных заготовок, штамповка
и т.д.Для цилиндрических и шаровых листовых конструкций, работающих под высоким давлением, применяют крупноразмерные листы шириной до 3000 и длиной до 9000мм.
Возможность использования для специальных листовых конструкций не только стали, алюминия и алюминиевых сплавов, но и биметалла, меди, латуни, титана, никеля, металлопласта и других материалов.

Слайд 15Металлические предварительно напряженные конструкции – это такие конструкции, в которых
искусственным путем в период изготовления или монтажа создаются начальные напряжения
или усилия, обычно обратного знака по отношению к усилиям от внешней нагрузки.
Слайд 16Предварительное напряжение листовых конструкций
предварительное напряжение создается при помощи обмотки их
высокопрочной проволокой или лентой с заданным напряжением, а также стягиванием
бандажами для повышения несущей способности
Слайд 17Оболочки данных конструкций работают в основном на высокое внутреннее давление.
Проволока навивается с заданным усилием, при этом оболочка получает предварительное
сжатие, а проволока — растяжение. Под действием внутреннего давления они работают совместно с полным использованием несущей способности проволоки и оболочки.
Слайд 18В качестве обмотки могут применяться:
Высокопрочная стальная проволока
Высокопрочная стальная лента
Стеклонити в
один или несколько слоев

Слайд 19Навивка проволоки
Навивка проволоки производится тремя способами:
Способ кольцевой навивки
Способ спиральной навивки
Навивка
лентой
С помощью высококопрочной предварительно растянутой обмотки перераспределяют усилия в конструкции
таким образом, чтобы разгрузить внутренний слой (сделать его более тонким) из менее прочного материала и в случае применения алюминиевых или титановых сплавов более дорогого материала.
Слайд 20Спиральная навивка
При навивке напряженной арматуры по спирали уменьшаются не только
кольцевые, но и продольные напряжения внутренней оболочки от расчетных нагрузок.
Этот способ уместен для баллонов габаритных размеров, в которых одновременно могут быть преднапряжены и сферические днища. Внутренняя оболчка может служить как бы оправкой для навивки и иметь минимальную толщину, определяющуюся условием обеспечения устойчивости ее при навивке первого слоя и коррозионной стойкостью материала в случае агрессивной рабочей среды. Толщина обмотки при этом получается большой.

Слайд 22Кольцевая навивка
Технологически наиболее прост способ кольцевой навивки, когда витки укладываются
вплотную один к другому или располагаются с некоторым шагом. Но
тогда уменьшаются только кольцевые напряжения во внутренней оболочке. А так как в цилиндрическом сосуде при внутреннем давлении кольцевые напряжения в 2 раза больше продольных, то с помощью кольцевой обмотки можно получить равнопрочную в обоих направлениях конструкцию. В этом случае минимальная толщина оболочки определяется прочностью ее в продольном направлении, т.к обмотка в этом направлении не работает. Необходимая толщина обмотки получается значительно меньше, чем толщина оболочки. Сказанное позволяет сделать вывод, что кольцевой навивкой можно уменьшить вес внутренней оболочки в 2 раза. Большего эффекта можно достичь, если оболочка будет использована из материала с меньшим модулем упругости, чем у обмотки.

Слайд 24Навивка лентой
Еще один вариант кольцевой навивки – многослойная обмотка тонкостенного
сосуда профилированной высокопрочной лента. Специальный профиль ленты позволяет выпуклостям верхних
слоев плотно входить в слои предыдущих. Витки ленты смежных слоев взаимоперекрываются на треть ширины витка. Это сделано для восприятия пакетом обмотки продольных усилий. Плотность пакета должна обеспечиваться предварительных нагреванием ленты до 700 градусов с быстрым ее охлаждением после укладки.
Слайд 25Основные возможности предварительного напряжения МЛК:
Предварительное напряжение позволяет снизить металлоемкость и
стоимость конструкции, а в ряде случаев и трудоемкость. Снижение расхода
металла получается благодаря введению в работу высокопрочной обмотки. Снизить трудоемкость можно, уменьшив толщину стенок оболочки, что упрощает заготовку и сварку листов. Снижение массы металла и стоимости происходит в результате частичной замены листового металла меньшей прочности высокопрочной обмоткой .