формы, не связанные или слабо связанные между собой. Сдвиг элементов
происходит по плоскости скалывания.Суставчатая стружка не имеет разделения на отдельные элементы. Намечены плоскости сдвига, не пронизывающие всю стружку.
Суставчатая стружка не имеет разделения на отдельные элементы. Намечены плоскости сдвига, не пронизывающие всю стружку.

Стружка надлома состоит из отдельных, не связанных между собой элементов различной формы и размеров. Поверхность, по которой происходит отделение элемента стружки может располагаться ниже линии среза, в результате обработанная поверхность может быть покрыта следами от выломанных кусочков стружки.

Закономерности процесса стружкообразования


Коэффициент поперечной усадки:
Коэффициент уширения стружки:
Для большинства материалов коэффициенты больше единицы за исключением титановых сплавов, у которых коэффициент усадки стружки может быть меньше единицы


Достоинства работы с наростом:
Увеличение переднего угла и улучшение процесса стружкообразования;
Прикрывает поверхность инструмента и защищает его от изнашивания;
Нарост рекомендуется использовать при черновой обработке.
Недостатки работы с наростом:
Закругленная форма нароста не позволяет получить заданное качество детали;
Срывы нароста приводят к ухудшению передней поверхности инструмента;
Срываясь, нарост может прилипнуть к обработанной поверхности, что недопустимо при чистовой обработке.






 преобразователи представляют собой несколько витков очень тонкой проволоки, которая")

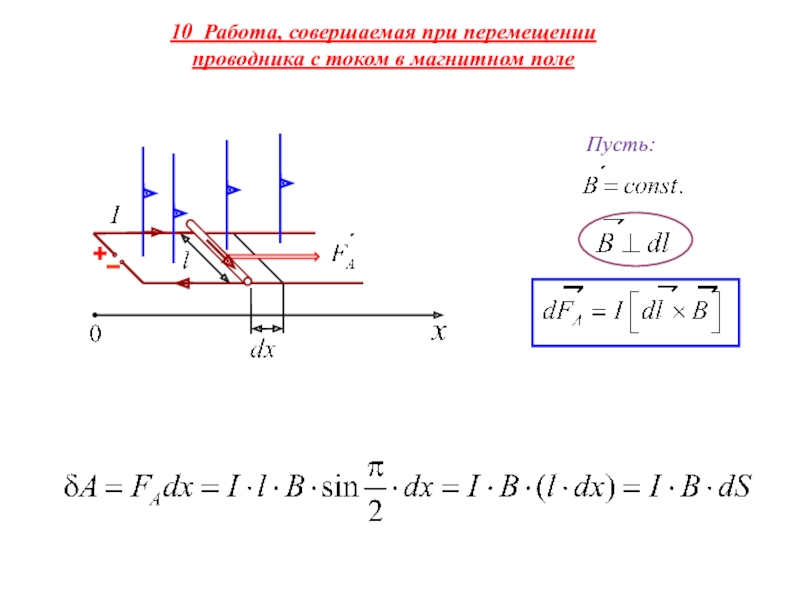
где Pz – касательная составляющая силы резания, Н;
V – скорость резания, м/мин;
E – механический эквивалент теплоты, равный 4,19 Дж/кал.




Термоэлектрический метод
Естественной
термопарой
Полуискусственной
термопарой
Искусственной
термопарой

Если не удалось найти и скачать доклад-презентацию, Вы можете заказать его на нашем сайте. Мы постараемся найти нужный Вам материал и отправим по электронной почте. Не стесняйтесь обращаться к нам, если у вас возникли вопросы или пожелания:
Email: Нажмите что бы посмотреть
Это сайт презентации, докладов, проектов в PowerPoint. Здесь удобно хранить и делиться своими презентациями с другими пользователями.