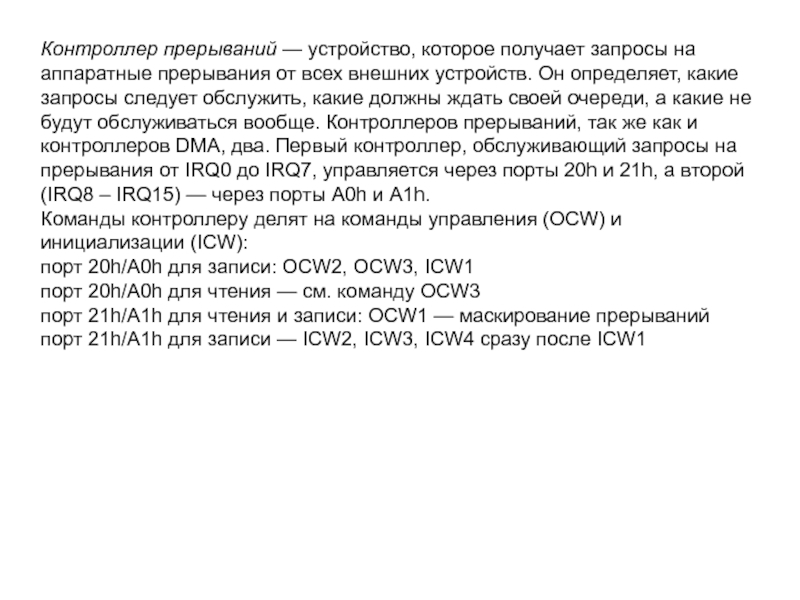
Слайд 1УСТАНОВКИ ДЛЯ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ
Слайд 2Сварка неплавящимся электродом в инертных газах (TIG) рекомендуется для деталей
из высоколегированных сталей и сплавов, алюминиевых, магниевых и титановых сплавов,
как правило, небольшой толщины.
Наибольшее распространение получила аргонодуговая сварка. Сварка ведется электродами диаметром 1...10 мм на токе 25...500 А и напряжении 10...30 В.
Особой разновидностью считают сварку мало-амперной дугой на токе 1...25 А.
Особенностями сварки неплавящимся электродом являются: - возможность независимого управления мощностью дуги (отдельно силой тока и длиной, а следовательно, напряжением) и количеством присадочного материала;
- инертная защита сварочной ванны и, при сварке током обратной полярности или переменным, ее катодная очистка.
Слайд 3Главным достоинством аргонодуговой сварки является высокое качество сварных соединений. Это
объясняется, во-первых, надежной защитой сварочной ванны и шва от вредного
воздействия атмосферного воздуха, во-вторых, высокой устойчивостью дуги в аргоне, особенно на постоянном токе.
Другое достоинство - хорошие условия труда сварщика. Практически не наблюдается разбрызгивания присадочного и основного металла, значительно меньше выделение токсичных газов и дыма, на низких режимах слабее тепловое и световое излучение.
Основной недостаток — невысокая производительность. Это объясняется сравнительно низкой тепловой эффективностью процесса , поскольку значительная часть энергии дуги расходуется на нагрев неплавящегося электрода.
Слайд 4Классифицируют установки
по назначению:
самоходные и подвесные,
специальные (для сварки неповоротных
стыков труб или орбитальные, для сварки погруженной дугой).
по роду тока:
постоянного,
переменного,
импульсного тока ,в том числе для сварки разнополярными импульсами.
Слайд 6Конструктивная схема установки
В ее состав установки входят: автомат (сварочная
головка); специализированный источник питания; газовая аппаратура; блок управления; блоком автономного
водяного охлаждения горелки.
Слайд 7Автомат для TIG сварки по конструкции во многом похож на
автомат для сварки плавящимся электродом. В его состав также входят
механизм сварочного перемещения, механизмы настроечных перемещений, механизм подачи присадочной проволоки (вместо электродной), панель управления и газовая аппаратура.
Во многих случаях он дополняется механизмом слежения по стыку, но при сварке неплавящимся электродом, рассчитанной на соединение тонкостенных элементов, требования к точности слежения выше. Отклонение оси горелки от оси стыка должно быть не более 1 мм.
Слайд 8ТРЕБОВАНИЯ К ОБОРУДОВАНИЮ
Зажигание дуги неплавящимся электродом выполняется либо разрядом высоковольтного
источника — осциллятора, либо способом мягкого пуска.
Бесконтактное возбуждение дуги
происходит в результате пробоя межэлектродного пространства с помощью осциллятора и последующего развития дуги с питанием от основного источника.
Зажигание мягким пуском выполняется следующим образом.
В момент начального короткого замыкания электрода на деталь ток ограничивается значением Iмп, составляющим 10...30% от сварочного, при которой происходит разогрев электрода без его повреждения. После подъема электрода возникает маломощная дуга, затем ток постепенно увеличивается до настроенного значения.
Слайд 9Программное управление последовательностью и длительностью включения отдельных устройств сварочной установки.
Предварительная подача газа до сварки выполняется в течение tпред =
0,5... 1 с для облегчения возбуждения дуги и защиты начала шва. Зажигание дуги выполняется высокочастотным разрядом в течение не более 1 с или мягким пуском. Длительность мягкого пуска tмп обычно не настраивается — ограничивается прекращением контакта электрода с деталью. Плавное нарастание основного тока в интервале tнар обеспечивает постепенный нагрев электрода и предотвращает начальный выплеск сварочной ванны.
Слайд 10Далее в течение длительного времени идет сварка при заранее установленном
токе. Спад тока в течение tспад до 20 с необходим
для заварки кратера, этот интервал увеличивается при большой толщине свариваемых деталей и высоком токе. Последующая подача газа необходима для защиты шва в процессе кристаллизации и остывания, ее длительность tпосл = 2...25 с зависит от размеров сварочной ванны.
Настройка режима заключается в выборе и установке следующих параметров: род тока и полярность дуги, марка и диаметр электрода, диаметр присадочной проволоки, сила тока, длина и напряжение дуги, расход аргона, скорость сварки.
Род тока и полярность дуги зависят от вида свариваемого металла. Сварку большинства металлов, кроме алюминия, ведут на постоянном токе дугой прямой полярности. При этом наблюдается наиболее благоприятное распределение тепловой энергии дуги, большая ее часть идет на расплавление основного металла, меньшая — на нагрев электрода.
Дуга переменного тока используется для сварки алюминия и его сплавов. В полупериоде прямой полярности («-» на электроде) идет интенсивное плавление основного металла. В полупериоде обратной полярности («+» на электроде) протекает процесс катодного распыления оксидной пленки.

Слайд 11Ток выбирают в зависимости от толщины детали и разделки ее
кромок. Например, при сварке стальных деталей толщиной до 4 мм
без разделки кромок ток можно принять по соотношению
Iд = (50...75)δ.
При большей толщине приходится выполнять скос кромок, а для заполнения разделки использовать присадочную проволоку диаметром dnp = (0,5... 1)dэ
Электроды поставляют диаметром 0,5... 10 мм по ГОСТ 23949—80 «Электроды вольфрамовые сварочные неплавящиеся. Технические условия». Наибольшее применение нашли электроды из чистого вольфрама марки ЭВЧ и лантанированные марки ЭВЛ (1,1... 1,4 % лантана). Лантан в составе электрода усиливает эмиссию электронов, облегчает зажигание дуги и на 30...50% повышает допустимую токовую нагрузку.
Длину дуги принимают в зависимости от толщины детали и тока. Самые тонкие детали сваривают при длине дуги 0,5...2 мм.
В случае сварки с подачей присадочной проволоки длину дуги
приходится увеличивать до 4 мм.
Слайд 12Напряжение дуги меняется в интервале 10...30 В, при сварке
на
переменном токе — несколько выше. При автоматической сварке длина дуги,
как правило, поддерживается действием автоматического регулятора напряжения дуги. Поэтому приходится
указывать автомату напряжение задания в зависимости от силы тока. Стандартом ГОСТ Р МЭК 60974-1—2004 при сварке на постоянном токе предусмотрено рациональное соотношение между током и напряжением Uд = 10 + 0,04Iд.
Расход аргона зависит от вида свариваемого материала, вида шва (стыковой, угловой) и тока. В интервале токов от 50 до 500 А расход увеличивается от 3 до 20 л/мин. При сварке материалов, особенно чувствительных к влиянию воздушной среды, приходится защищать кроме лицевой обратную сторону шва.
Скорость сварки зависит от толщины детали и мощности дуги. Типичные значения скорости 2...100 м/ч.
Слайд 13Автомат для аргонодуговой сварки неплавящимся электродом АДСВ-6М
ОАО «Электромеханика», г. Ржев
Автомат "АДСВ-6М" предназначен для аргонодуговой сварки неплавящимся электродом продольных швов
изделий из нержавеющих сталей, титановых и алюминиевых сплавов постоянно горящей или импульсной дугой постоянного или переменного тока. Сварка ведётся как с подачей присадочной проволоки, так и без неё.
По требованию заказчика автомат может комплектоваться механизмом для колебания электрода.
Слайд 151 — горелка; 2 — механизм крепления горелки; 3, 9
— механизмы соответственно вертикального и поперечного перемещения; 4, 7 —
приводы; 5, 8 — блоки тахогенератора; 6 — катушка; 10 — кронштейн крепления головки; 11 — редуктор подачи присадочной проволоки; 12 — устройство для крепления индуктивного датчика; 13 — датчик слежения
Подвесная сварочная головка АСГВ-5
Слайд 16Головка используется как подвесная, поэтому в составе комплектной установки (АДСВ-7)
должна дополняться механическим оборудованием для перемещения или вращения изделия со
скоростью сварки. Головка также может быть использована в составе сварочного трактора и тогда устанавливается на каретку. Головка монтируется на основании 8, к которому крепится привод 7 поперечного перемещения, к этому приводу в свою очередь крепится привод 3—5 вертикального перемещения. На приводе 3 с помощью кронштейна 2 установлена горелка привод 10 подачи присадочной проволоки и индукционный датчик 13 положения стыка.
Приводы поперечного и вертикального перемещения имеют приблизительно одинаковую конструкцию. В их основе — двигатель постоянного тока 4 со встроенным редуктором, а также тахогенератор 5 для контроля частоты вращения. Вращательное
движение редуктора преобразуется в поступательное перемещение с помощью винтовой пары 3.
Слайд 17Привод вертикального перемещения используется для настройки длины дуги, в том
числе в автоматическом режиме за счет действия системы АРНД. Привод
поперечного перемещения необходим для коррекции положения электрода относительно стыка, а также для автоматического слежения по стыку с помощью индукционного датчика 13.
Настройка и прижатие датчика к поверхности контролируемой детали выполняются с помощью устройства 12 крепления датчика. Горелка 1 обеспечивает цанговое крепление электрода, подвод к нему тока и подачу газа к месту сварки. Предусмотрено охлаждение горелки проточной водой. Сварка может выполняться с присадочной проволокой, для чего предусмотрен привод подачи 10 и кассета 6. Точное направление проволоки по изогнутому мундштуку 11 настраивается корректировочным устройством 9.
Установка комплектуется универсальным тиристорным выпрямителем марки ВСВУ-400, который обеспечивает питание дуги
как непрерывным, так и пульсирующим током, плавное нарастание и снижение тока и т.д.
Слайд 18Автомат радиально-консольный "АРК-4М"
предназначен для аргонодуговой сварки продольных швов в
горизонтальной плоскости вольфрамовым неплавящимся электродом в аргоне нержавеющих, титановых и
жаропрочных сплавов постоянно горящей и импульсной дугой постоянного тока.
Автомат оснащён системой автоматического поддержания величины дугового промежутка и механизмом колебания горелки.
Слайд 20Установка для сварки продольных швов панелей и обечаек "УСПО-1,2" и
"УСПО-1,8"
Предназначены для автоматической сварки неплавящимся электродом продольных стыков листов и
обечаек в среде защитных газов изделий из конструкционных, антикоррозионных, жаропрочных сталей и сплавов с подачей присадочной проволоки и без неё. Сварка ведётся непрерывно горящей или импульсной дугой выпрямленного постоянного тока.

 рекомендуется для деталей из")



;")








 должна")