Слайд 1ТОЧНОСТЬ И ПОГРЕШНОСТЬ ИЗМЕРЕНИЯ
Слайд 2ОСНОВНЫЕ ПРИЧИНЫ, ПОНИЖАЮЩИЕ ТОЧНОСТЬ ИЗМЕРЕНИЯ:
класс точности СИ и его
погрешность;
метод, при помощи которого будут проводиться измерения
размер детали
влияние температуры
неудовлетворительное состояние
инструмента и его неисправности;
неточность установки инструмента или измеряемой детали относительно инструмента;
незнание устройства измерительного инструмента или неумение пользоваться им, неправильный выбор инструмента для измерения.
Слайд 3ИЗМЕРЕНИЕ
сравнение одноименной величины с величиной, принятой за единицу
Слайд 4КЛАССИФИКАЦИЯ ИЗМЕРИТЕЛЬНЫХ ПРИБОРОВ
универсальные (шкальные), с помощью которых определяют различные значения
измеряемого размера, непосредственно отсчитываемые или устанавливаемые на шкале инструмента
бесшкальные
(жесткие), предназначенные для контроля отклонений размеров, формы и взаимного расположения поверхностей и частей детали
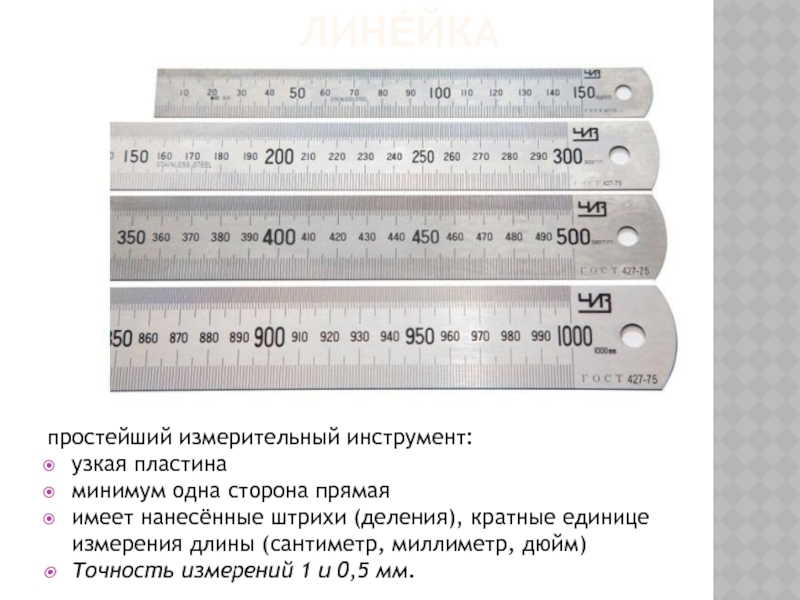
Слайд 6ЛИНЕ́ЙКА
простейший измерительный инструмент:
узкая пластина
минимум одна сторона прямая
имеет нанесённые штрихи (деления),
кратные единице измерения длины (сантиметр, миллиметр, дюйм)
Точность измерений 1 и
0,5 мм.
Слайд 7ГОСТ 427-75 ЛИНЕЙКИ ИЗМЕРИТЕЛЬНЫЕ МЕТАЛЛИЧЕСКИЕ. ТЕХНИЧЕСКИЕ УСЛОВИЯ
Слайд 8ПРИЕМЫ ИСПОЛЬЗОВАНИЯ ИЗМЕРИТЕЛЬНОЙ ЛИНЕЙКИ
Слайд 9ШТАНГЕНИНСТРУМЕНТЫ
измерительная штанга
2. нониус — вспомогательную шкалу для отсчёта долей
делений.
Точность шкалы с нониусом рассчитывается по формуле: цена деления
основной шкалы разделить на количество штрихов нониуса.
Слайд 10НО́НИУС (ШКАЛА́-НО́НИУС, ШКАЛА́ НО́НИУСА, ВЕРНЬЕ́Р)
вспомогательная шкала, устанавливаемая на различных измерительных
приборах и инструментах, служащая для более точного определения количества долей
делений основной шкалы.
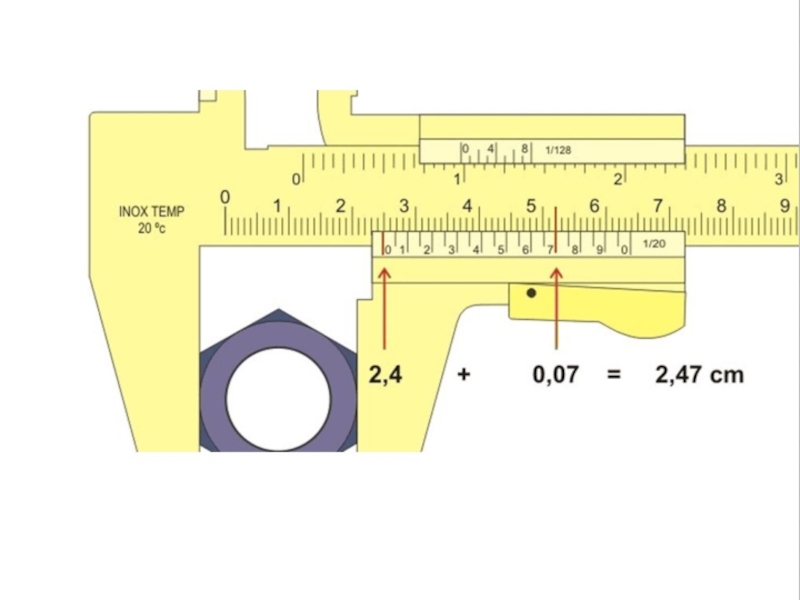
Слайд 12
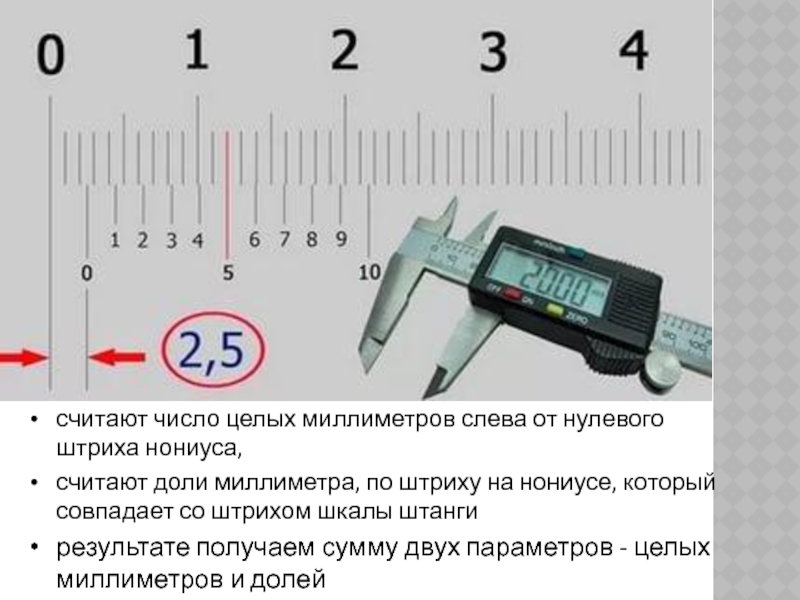
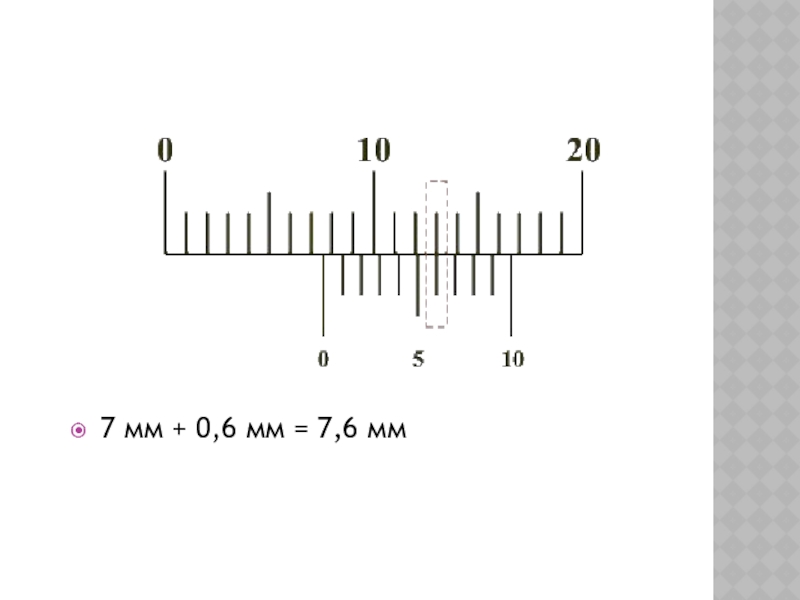
считают число целых миллиметров слева от нулевого штриха нониуса,
считают доли
миллиметра, по штриху на нониусе, который совпадает со штрихом шкалы
штанги
результате получаем сумму двух параметров - целых миллиметров и долей
Слайд 14
3 мм + 0,3 мм = 3,3 мм
36 мм + 0,8 мм = 36,8 мм
Слайд 15
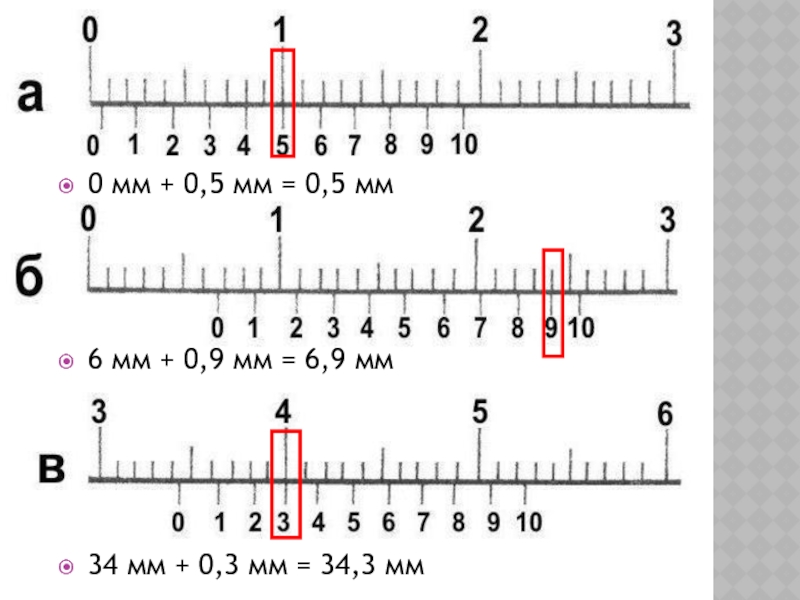
0 мм + 0,5 мм = 0,5 мм
6 мм + 0,9 мм = 6,9 мм
34 мм + 0,3 мм = 34,3 мм
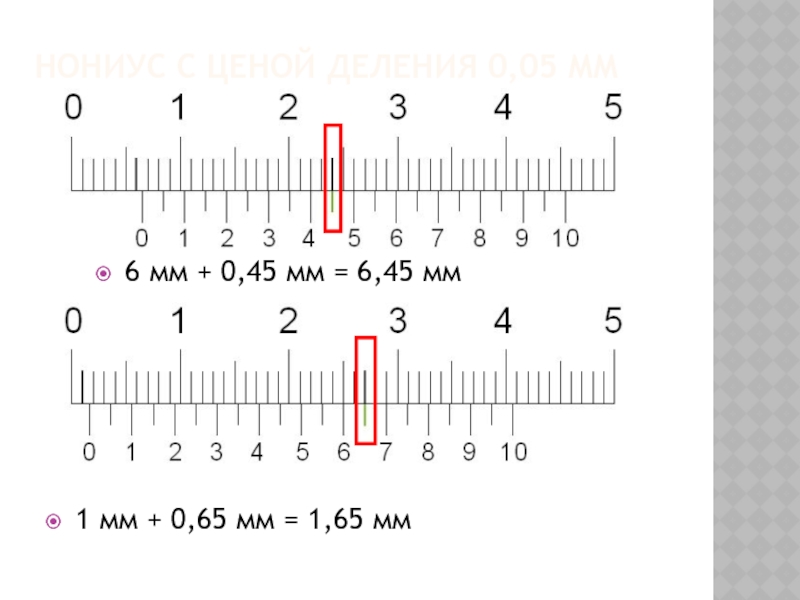
Слайд 176 мм + 0,45 мм = 6,45 мм
НОНИУС С ЦЕНОЙ ДЕЛЕНИЯ 0,05 ММ
1 мм + 0,65 мм = 1,65 мм
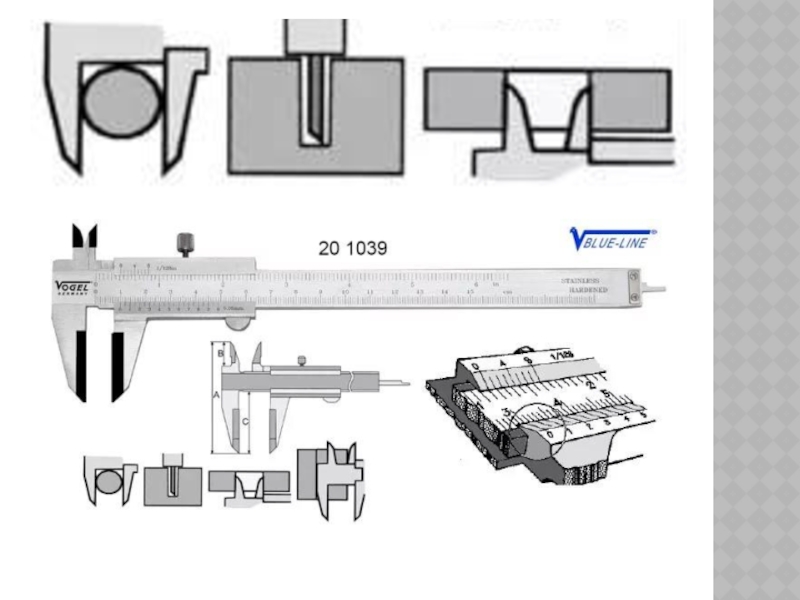
Слайд 18ШТАНГЕНЦИ́РКУЛЬ
(от нем. Stangenzirkel) — универсальный инструмент, предназначенный для высокоточных измерений наружных
и внутренних размеров, а также глубин отверстий
Диапазон изменений −
размеры
от 0 до 15 см.
Точность измерения глубины отверстий составляет 0,05 мм.
Слайд 19УСТРОЙСТВО ШТАНГЕНЦИРКУЛЯ
(НА ПРИМЕРЕ ШТАНГЕНЦИРКУЛЯ ШЦ-I):
штанга;
подвижная рамка;
губки для наружных измерений;
губки для
внутренних измерений;
линейка глубиномера;
винт для зажима рамки
нониус;
шкала штанги
Слайд 20ПО СПОСОБУ СНЯТИЯ ПОКАЗАНИЙ ШТАНГЕНЦИРКУЛИ ДЕЛЯТСЯ НА:
нониусные;
циферблатные — оснащены циферблатом для
удобства и быстроты снятия показаний;
цифровые — с цифровой индикацией для безошибочного
считывания
Слайд 21ВИДЫ ШТАНГЕНЦИРКУЛЕЙ
ШТАНГЕНЦИРКУЛИ ПО ГОСТ 166-89:
Слайд 22ШЦ-I
штангенциркуль с двусторонним расположением губок для измерения наружных и внутренних
размеров и с линейкой для измерения глубин.
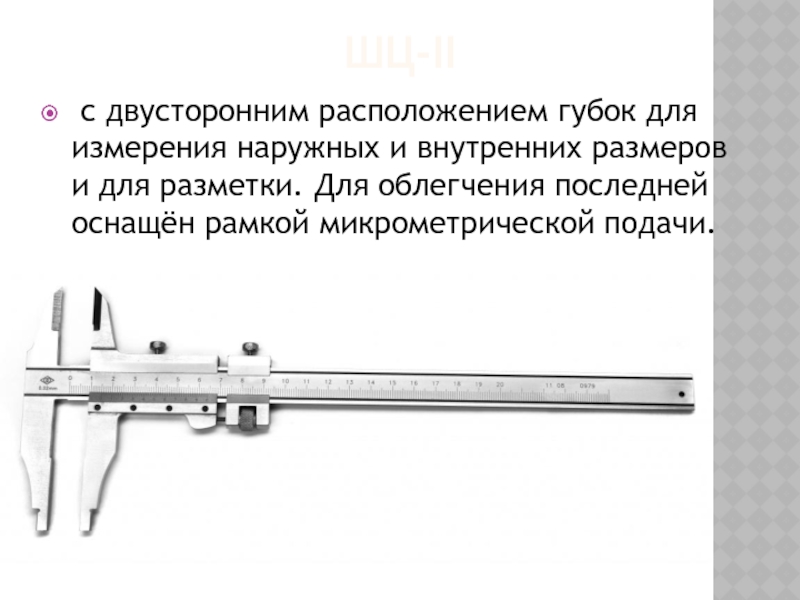
Слайд 23ШЦ-II
с двусторонним расположением губок для измерения наружных и внутренних размеров
и для разметки. Для облегчения последней оснащён рамкой микрометрической подачи.
Слайд 24ШЦ-III
с односторонним расположением губок для измерения наружных и внутренних размеров.
Слайд 25ШЦТ-I
— с односторонним расположением губок, оснащённых твёрдым сплавом для измерения
наружных размеров и глубин в условиях повышенного абразивного изнашивания.
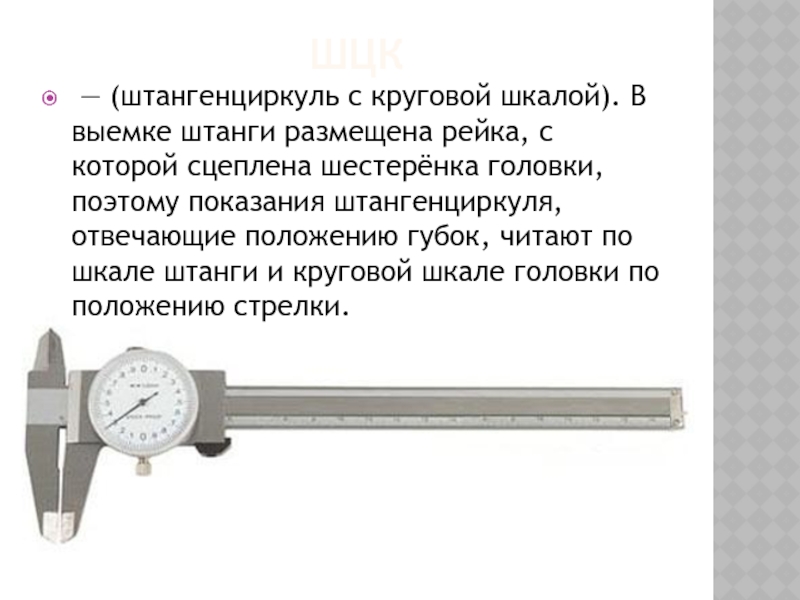
Слайд 26ШЦК
— (штангенциркуль с круговой шкалой). В выемке штанги размещена рейка,
с которой сцеплена шестерёнка головки, поэтому показания штангенциркуля, отвечающие положению
губок, читают по шкале штанги и круговой шкале головки по положению стрелки.
Слайд 27ШЦЦ
с цифровой индикацией (электронный).
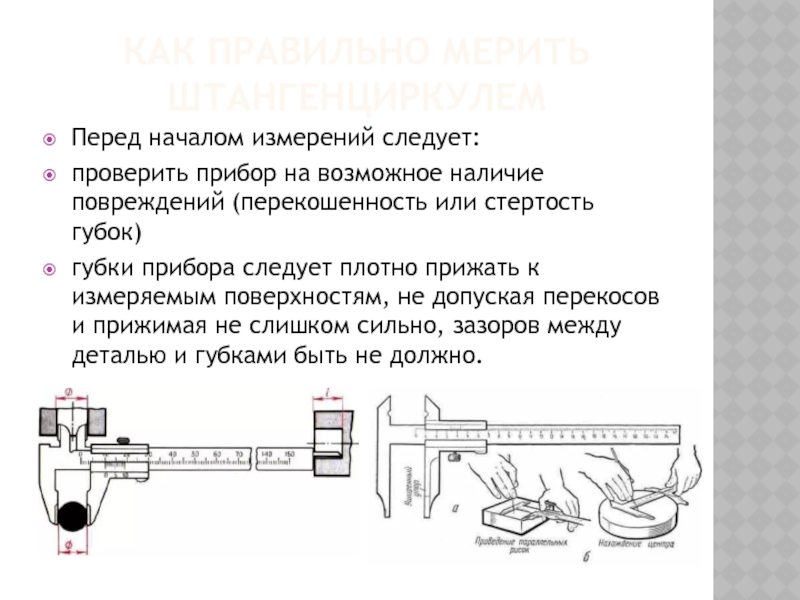
Слайд 28КАК ПРАВИЛЬНО МЕРИТЬ ШТАНГЕНЦИРКУЛЕМ
Перед началом измерений следует:
проверить прибор на возможное
наличие повреждений (перекошенность или стертость губок)
губки прибора следует плотно
прижать к измеряемым поверхностям, не допуская перекосов и прижимая не слишком сильно, зазоров между деталью и губками быть не должно.
Слайд 32УХОД
В условиях активной работы со штангенциркулем рекомендуется протирать его салфеткой,
смоченной в водно-щелочном растворе, затем вытирать насухо, а по окончании
работ — укладывать в чехол. Желательно не допускать при эксплуатации грубых ударов или падения инструмента во избежание изгибов штанги, а также царапин на измерительных поверхностях или их трения об измеряемую деталь.
Порядок поверки штангенциркулей определён ГОСТ 8.113-85[
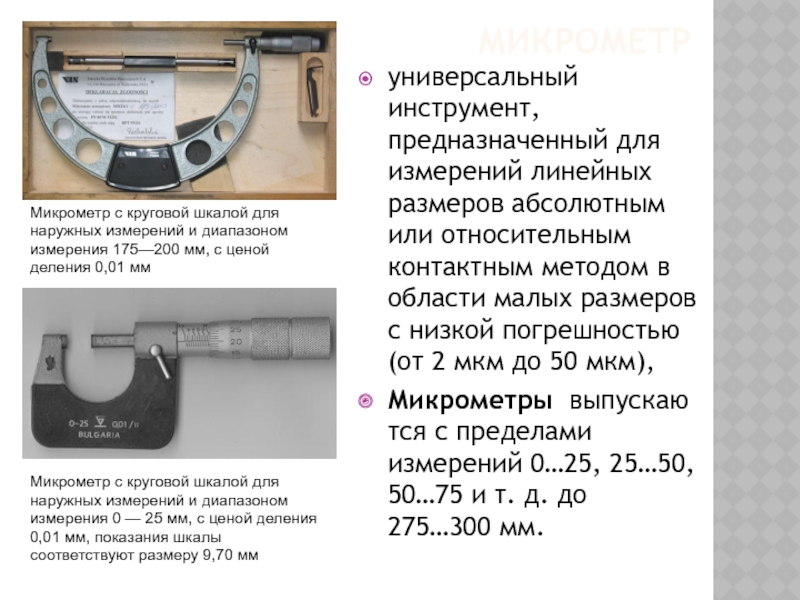
Слайд 33МИКРОМЕТР
универсальный инструмент, предназначенный для измерений линейных размеров абсолютным или относительным
контактным методом в области малых размеров с низкой погрешностью (от
2 мкм до 50 мкм),
Микрометры выпускаются с пределами измерений 0…25, 25…50, 50…75 и т. д. до 275…300 мм.
Микрометр с круговой шкалой для наружных измерений и диапазоном измерения 175—200 мм, с ценой деления 0,01 мм
Микрометр с круговой шкалой для наружных измерений и диапазоном измерения 0 — 25 мм, с ценой деления 0,01 мм, показания шкалы соответствуют размеру 9,70 мм
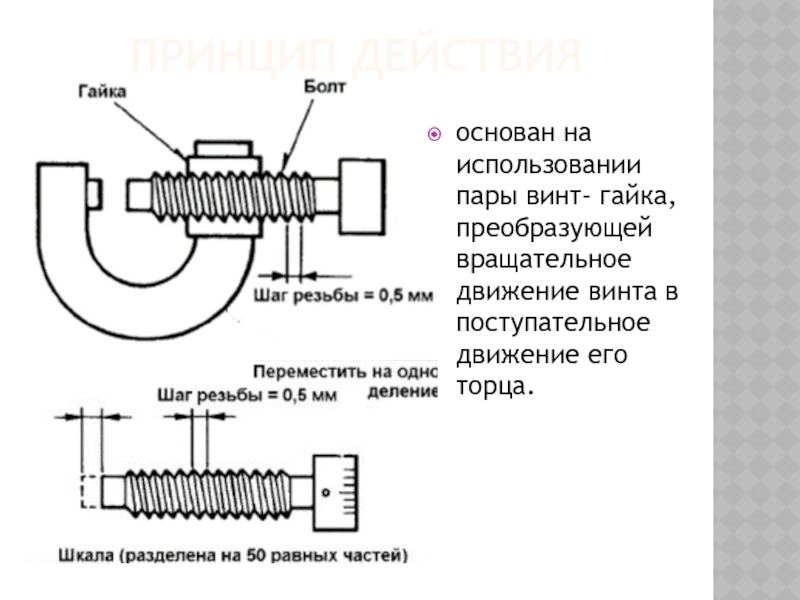
Слайд 34ПРИНЦИП ДЕЙСТВИЯ
основан на использовании пары винт- гайка, преобразующей вращательное
движение винта в поступательное движение его торца.
Слайд 35ТИП МИКРОМЕТРА
определяется конструкцией:
формой корпуса,
формой измерительных поверхностей,
назначением:
для измерения
наружных размеров,
толщины стенок труб,
толщины листов, лент,
зубьев зубчатых
колес.
Слайд 36МИКРОМЕТР
предназначен для точного измерения мелких деталей
позволяет определить
толщину,
глубину,
наружные
диаметры
внутренние диаметры
Микрометрический нутромер
Микрометр
Микрометрический глубиномер
Слайд 37Микрометр представляет из себя рамку из нержавеющей высоколегированной инструментальной стали.
Преобразовательным механизмом у микрометра служит микропара (винт и гайка), которые
помогают достичь высокой точности.
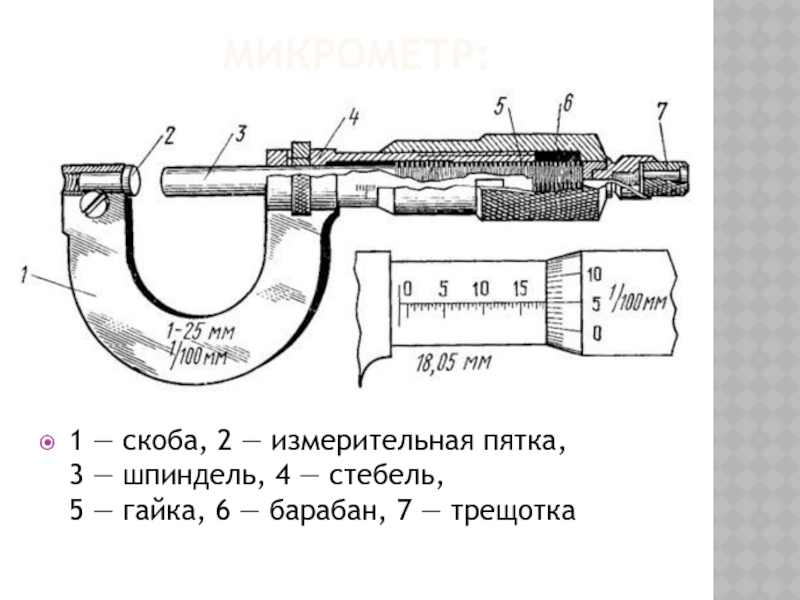
Слайд 38МИКРОМЕТР:
1 — скоба, 2 — измерительная пятка, 3 — шпиндель,
4 — стебель,
5 — гайка, 6 — барабан, 7 — трещотка
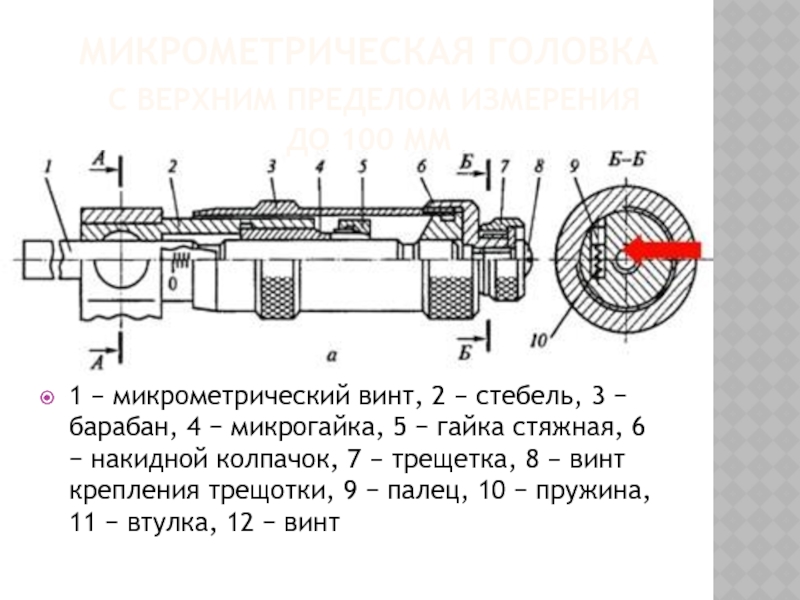
Слайд 39МИКРОМЕТРИЧЕСКАЯ ГОЛОВКА
С ВЕРХНИМ ПРЕДЕЛОМ ИЗМЕРЕНИЯ
ДО 100 ММ
1 −
микрометрический винт, 2 − стебель, 3 − барабан, 4 −
микрогайка, 5 − гайка стяжная, 6 − накидной колпачок, 7 − трещетка, 8 − винт крепления трещотки, 9 − палец, 10 − пружина, 11 − втулка, 12 − винт
Слайд 40МИКРОМЕТРИЧЕСКАЯ ГОЛОВКА
С ПРЕДЕЛАМИ ИЗМЕРЕНИЙ
СВЫШЕ 100 ММ
1 −
микрометрический винт, 2 − стебель, 3 − барабан, 4 −
микрогайка, 5 − гайка стяжная, 6 − накидной колпачок, 7 − трещетка, 8 − винт крепления трещотки, 9 − палец, 10 − пружина, 11 − втулка, 12 − винт
Слайд 41ПРЕДЕЛЫ ИЗМЕРЕНИЙ МИКРОМЕТРОВ
0–25, 25–50, 50–75, 75–100 и так далее до
300 мм,
а потом 300–400, 400–500, 500–600 мм.
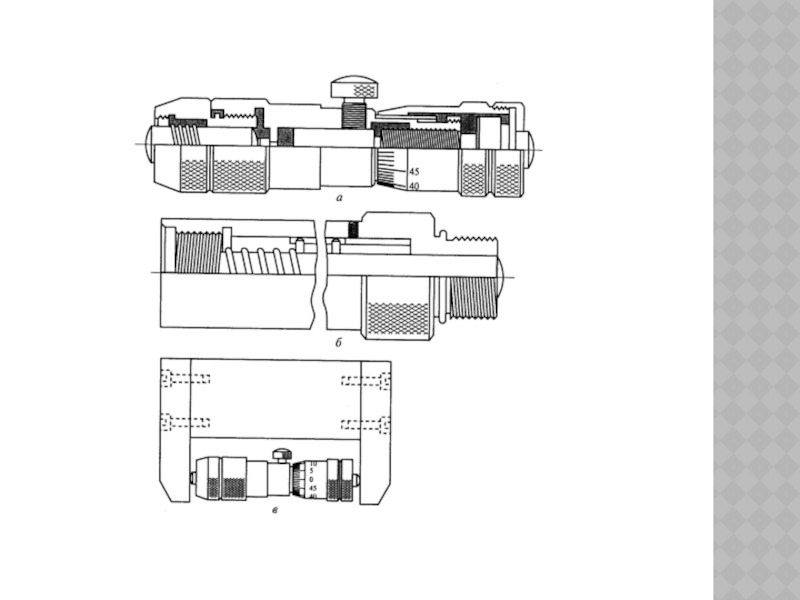
Сменные и/или регулируемые
пятки
Сменные и/или регулируемые пятки, обеспечивающие изменение диапазона. Они крепятся крепятся в заданном положении фиксаторами 1 (см. рис. 1.16, б), а сменные пятки 3 — гайками 1 и 2 (см. рис. 1.16, б
Слайд 43МИКРОМЕТР
Максимальное перемещение винта составляет 25 мм.
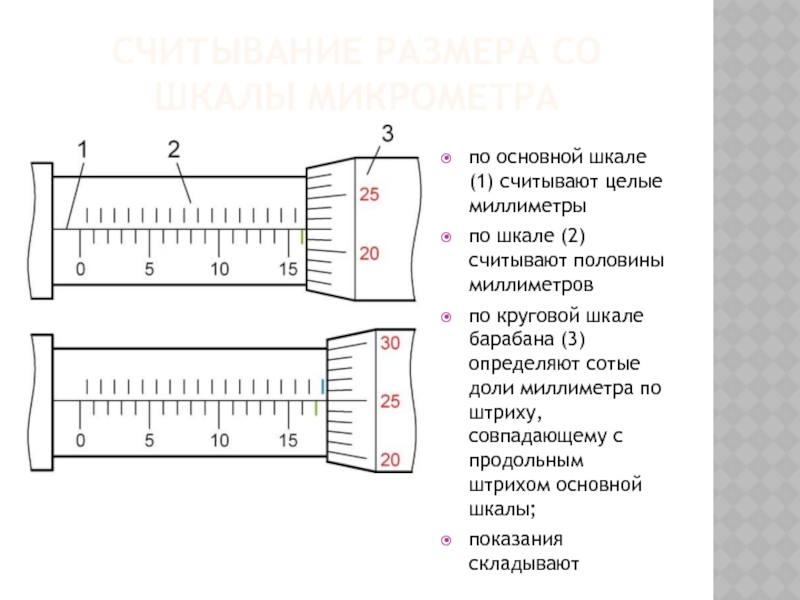
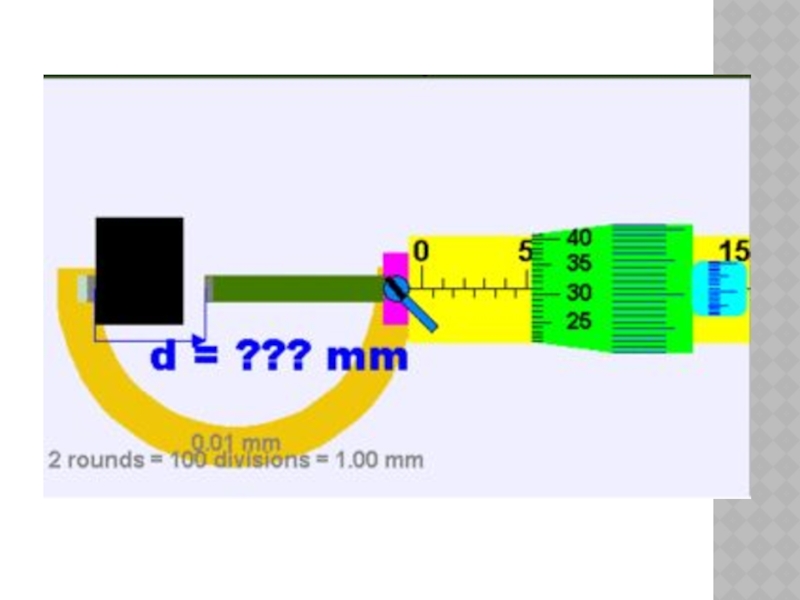
Слайд 44СЧИТЫВАНИЕ РАЗМЕРА СО ШКАЛЫ МИКРОМЕТРА
по основной шкале (1) считывают целые
миллиметры
по шкале (2) считывают половины миллиметров
по круговой шкале барабана (3)
определяют сотые доли миллиметра по штриху, совпадающему с продольным штрихом основной шкалы;
показания складывают
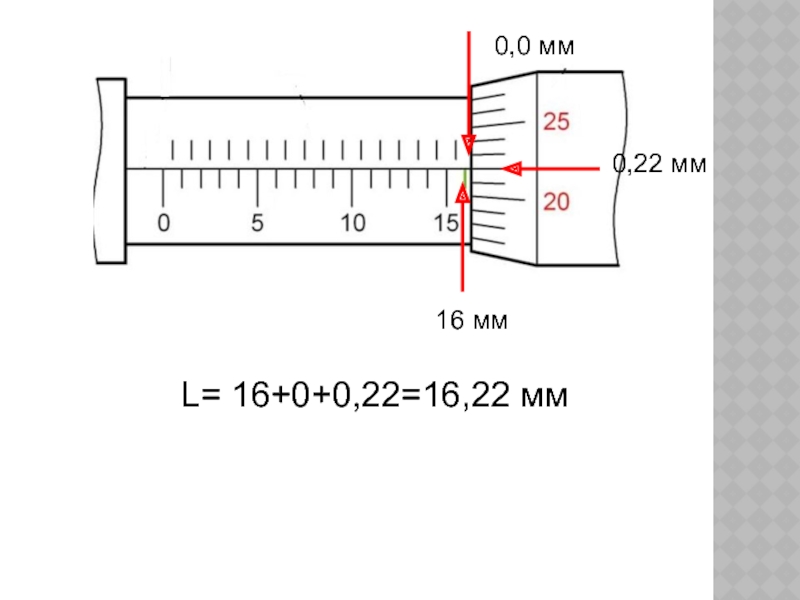
Слайд 4616 мм
0,0 мм
0,22 мм
L= 16+0+0,22=16,22 мм
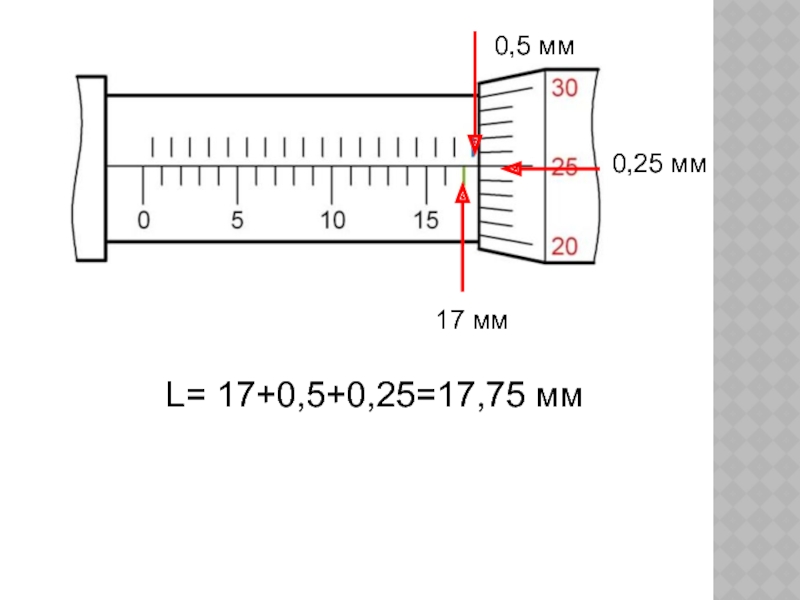
Слайд 4717 мм
0,5 мм
0,25 мм
L= 17+0,5+0,25=17,75 мм
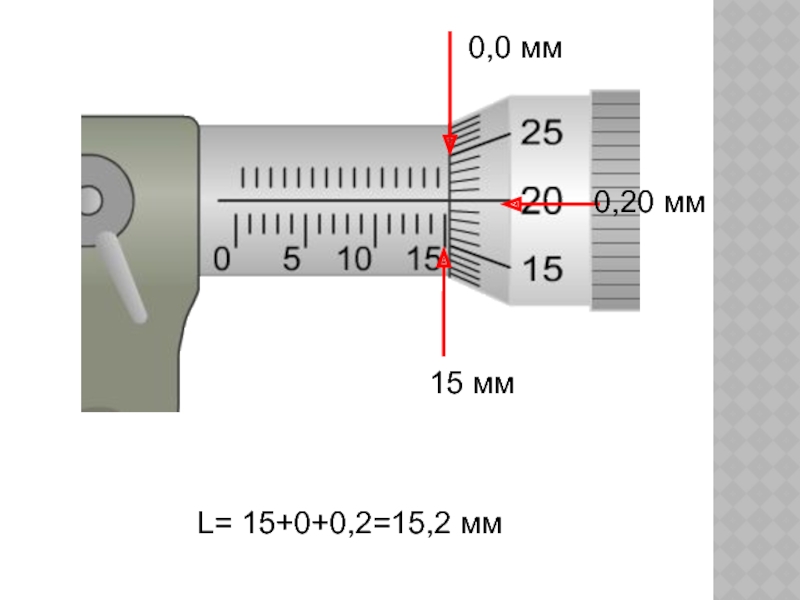
Слайд 4815 мм
0,0 мм
0,20 мм
L= 15+0+0,2=15,2 мм
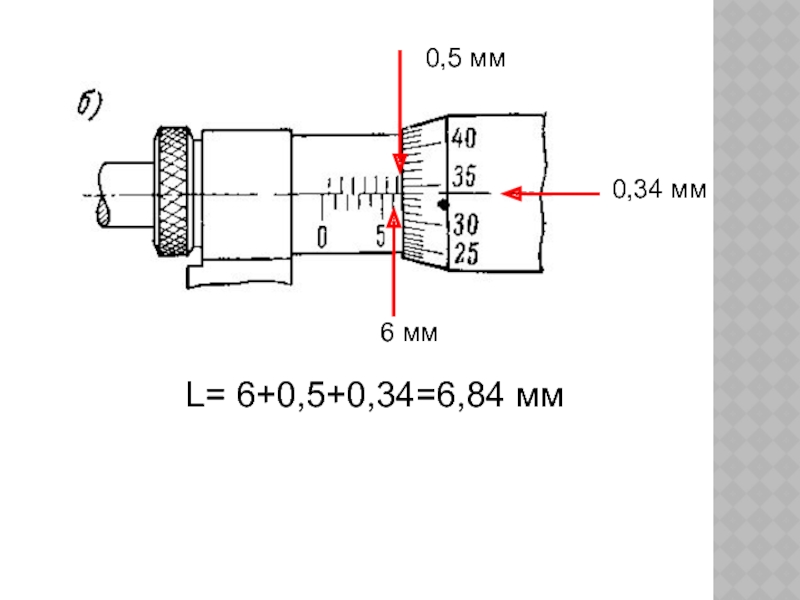
Слайд 496 мм
0,5 мм
0,34 мм
L= 6+0,5+0,34=6,84 мм
Слайд 50
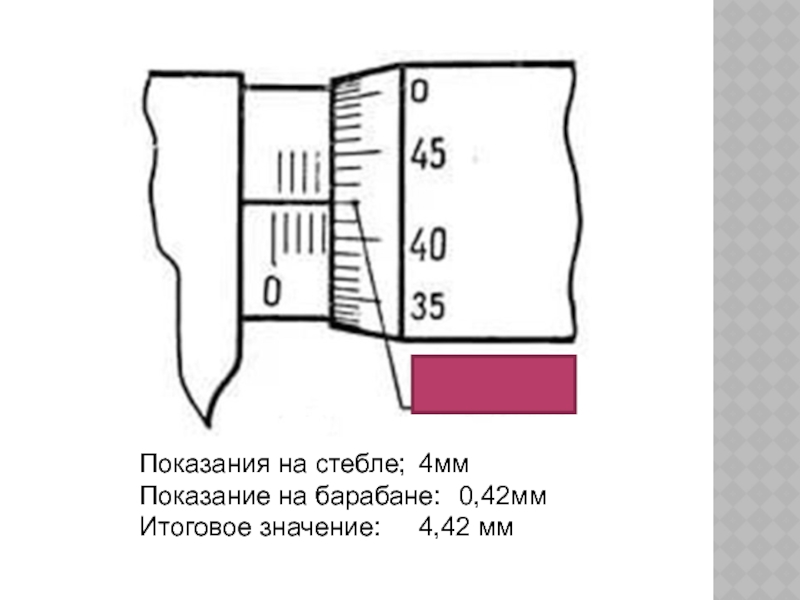
Показания на стебле; 4мм
Показание на барабане: 0,42мм
Итоговое значение: 4,42 мм
Слайд 51
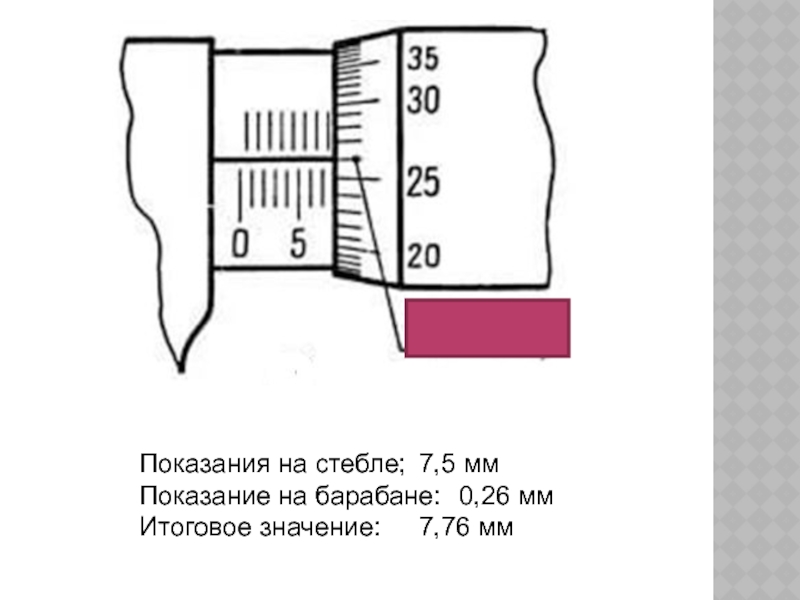
Показания на стебле; 7,5 мм
Показание на барабане: 0,26 мм
Итоговое значение: 7,76 мм
Слайд 52ДЛЯ МИКРОМЕТРА С ЦЕНОЙ ДЕЛЕНИЯ 0,01 ММ
Показания на стебле; 7,0 мм
Показание
на барабане: 0,37 мм
Итоговое значение: 7,37 мм
Слайд 53Показания на стебле; 6,0 мм
Показание на барабане: 0,20 мм
Показания нониуса: 0,004 мм
Итоговое значение: 6,224
мм
ДЛЯ МИКРОМЕТРА С ЦЕНОЙ ДЕЛЕНИЯ 0,001 ММ
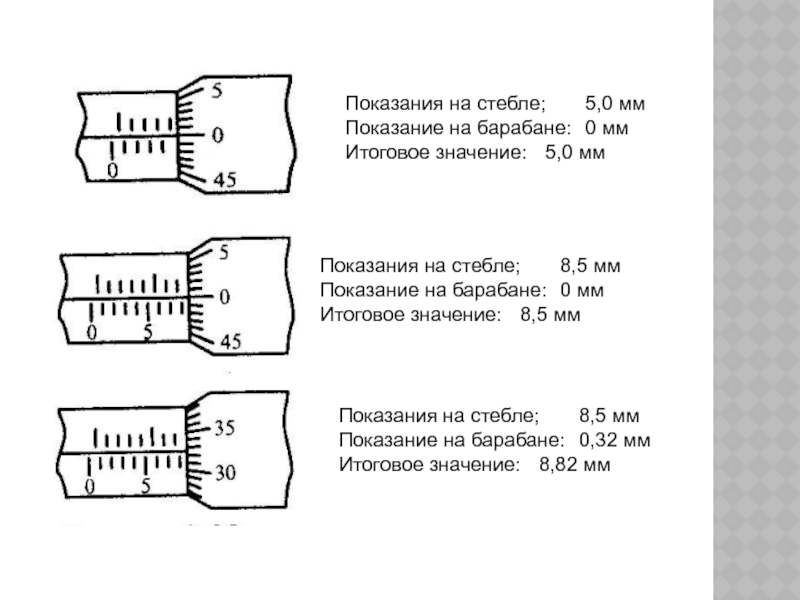
Слайд 54Показания на стебле; 5,0 мм
Показание на барабане: 0 мм
Итоговое значение: 5,0 мм
Показания на
стебле; 8,5 мм
Показание на барабане: 0 мм
Итоговое значение: 8,5 мм
Показания на стебле; 8,5 мм
Показание
на барабане: 0,32 мм
Итоговое значение: 8,82 мм
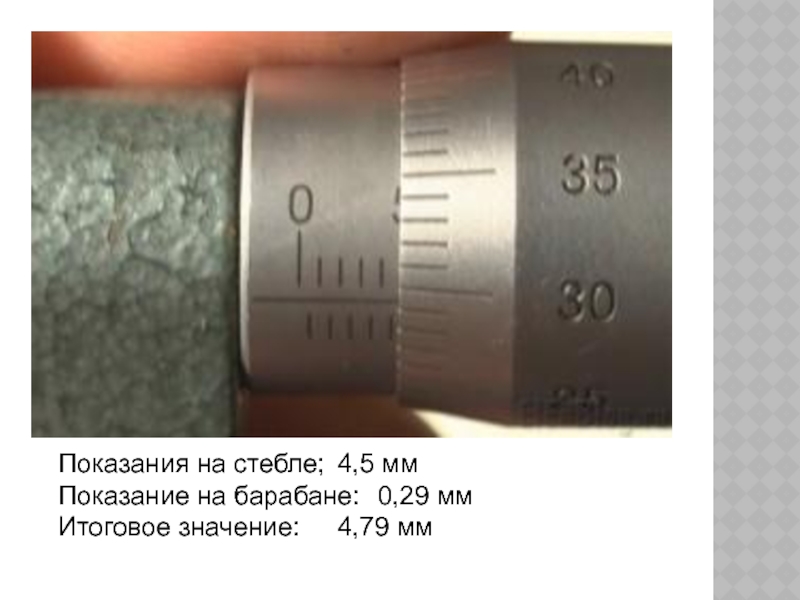
Слайд 55Показания на стебле; 4,5 мм
Показание на барабане: 0,29 мм
Итоговое значение: 4,79 мм
Слайд 56
Показания на стебле; 5,5 мм
Показание на барабане: 0,28 мм
Показания нониуса: 0,003 мм
Итоговое значение: 5,783
мм
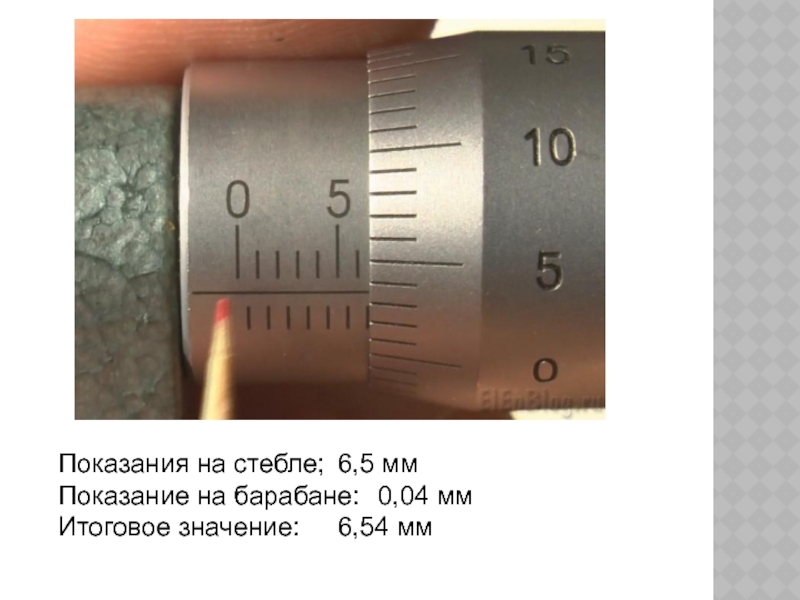
Слайд 57Показания на стебле; 6,5 мм
Показание на барабане: 0,04 мм
Итоговое значение: 6,54 мм
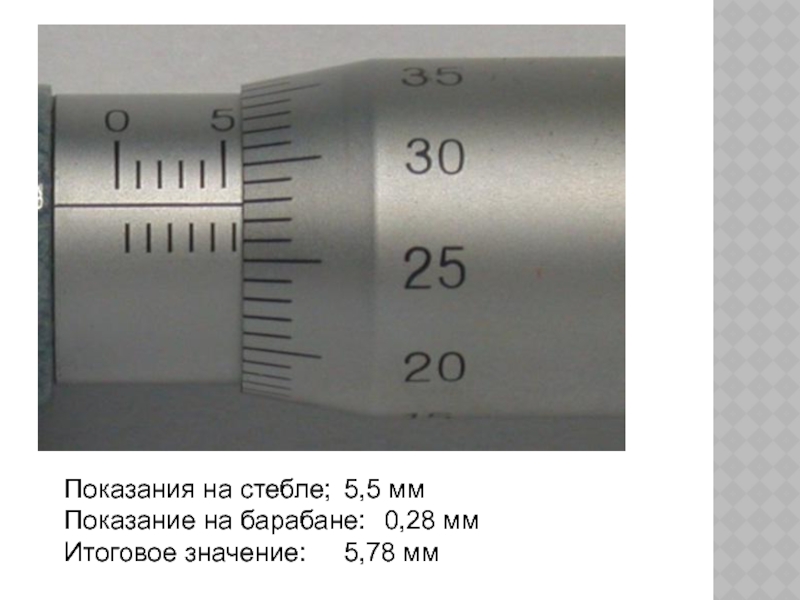
Слайд 58Показания на стебле; 5,5 мм
Показание на барабане: 0,28 мм
Итоговое значение: 5,78 мм
Слайд 60Показания на стебле; 5,5 мм
Показание на барабане: 0,28 мм
Итоговое значение: 5,78 мм
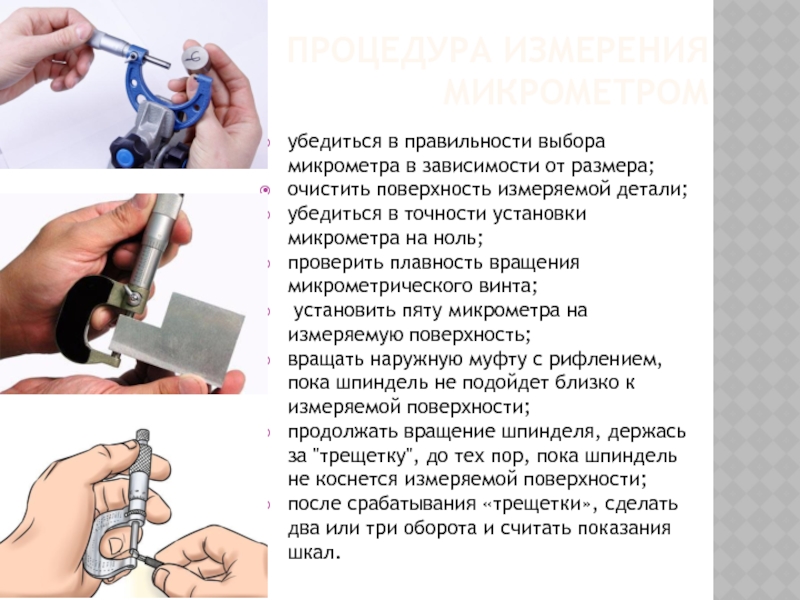
Слайд 61ПРОЦЕДУРА ИЗМЕРЕНИЯ МИКРОМЕТРОМ
убедиться в правильности выбора микрометра в зависимости от
размера;
очистить поверхность измеряемой детали;
убедиться в точности установки микрометра на ноль;
проверить
плавность вращения микрометрического винта;
установить пяту микрометра на измеряемую поверхность;
вращать наружную муфту с рифлением, пока шпиндель не подойдет близко к измеряемой поверхности;
продолжать вращение шпинделя, держась за "трещетку", до тех пор, пока шпиндель не коснется измеряемой поверхности;
после срабатывания «трещетки», сделать два или три оборота и считать показания шкал.
Слайд 62ИЗМЕРЕНИЯ МИКРОМЕТРИЧЕСКИМ ГЛУБИНОМЕРОМ
установить в отверстие микрометрического винта измерительный стержень,
длина которого должна соответствовать глубине отверстия;
установить микрометрический глубиномер на ноль;
установить
основание поперечины на базовую поверхность, относительно которой будут производиться измерения, и слегка притереть;
вращая микрометрический винт, переместить измерительный стержень вниз до упора;
зафиксировать положение микрометрического винта при помощи стопорного винта (5) и считать размер.
Слайд 64МИКРОМЕТР ГЛАДКИЙ МК
служит для измерения наружных размеров гладких поверхностей;
являются
самыми распространенными
Слайд 65МИКРОМЕТР ЛИСТОВОЙ МЛ
предназначен для измерения толщины плоских листов, изготовленных из
металла или другого материала
Слайд 66МИКРОМЕТР РЫЧАЖНЫЙ МР
имеет рычажно-зубчатой головку, которая позволяет с высокой точностью
производить сложные изделия или проводить их ремонт
Слайд 67МИКРОМЕТР УНИВЕРСАЛЬНЫЙ
предназначен для измерения различных поверхностей, путём замены вставок
разной формы
Слайд 68МИКРОМЕТР ТРУБНЫЙ МТ.
служит в качестве измерительного прибора для определения толщины
стенки труб.
Слайд 69МИКРОМЕТР РЕЗЬБОМЕРНЫЙ
предназначен для замера резьб различных форм, путём замены
вставок
Слайд 70МИКРОМЕТР ПРОВОЛОЧНЫЙ
МКД (МП)
служит для измерения толщины проволоки, а также
диаметра шариков диаметром до 10 мм
Слайд 71МИКРОМЕТР С МАЛЫМИ ГУБКАМИ
предназначен для измерения наружных проточек, углублений, мелких
деталей и т.д.
Слайд 72МИКРОМЕТР С ШИРОКИМ ОСНОВАНИЕМ
предназначен для установки и измерений малогабаритных деталей.
Слайд 73МИКРОМЕТР ЗУБОМЕРНЫЙ
предназначен для замера длины общей нормали зубчатых колёс,
наружных канавок и пазов, а так же других трудно доступных
наружных мест
губки-тарелки неподвижны
Слайд 74МИКРОМЕТР ПРЕДЕЛЬНЫЙ
предназначен для замера предельных размеров, выставляя микровинты на соответствующие
размеры допуска
Слайд 75МИКРОМЕТР ПРИЗМАТИЧЕСКИЙ ТИП МТИ И МПИ
предназначен для замера фрез, метчиков
и развёрток с нечётным количеством измеряемых плоскостей
можно замерять высоту шпоночного
паза на деталях типа - тело вращения
Слайд 76МИКРОМЕТР КАНАВОЧНЫЙ
предназначен для измерения ширины канавок, а так же
расстояний между параллельными канавками
Слайд 78ГЛУБИНОМЕР МИКРОМЕТРИЧЕСКИЙ
предназначен для измерения различных глубин и высот выступов
Слайд 79МИКРОМЕТР ДЛЯ ГОРЯЧЕГО МЕТАЛЛОПРОКАТА
предназначен для измерения толщин при высоких температурах
детали
возможность измерений в пределах +650°С
Слайд 80МИКРОМЕТР ДЛЯ ГЛУБОКИХ ИЗМЕРЕНИЙ
предназначен для измерения наружных поверхностей детали, удалённых
в плоскости сечения.
Слайд 81МИКРОМЕТР ДЛЯ ТОРМОЗНЫХ ДИСКОВ
предназначен собственно для измерения толщины тормозных дисков.
Имеет опорную пятку под углом 60 градусов и радиусом из
ТС на кончике.
Слайд 82МИКРОМЕТР ЦИФРОВОЙ
цифровые – измерение микрометром такого типа дает дополнительные преимущества:
учет данных и возможность моментальной обработки на компьютере.
цифровой позволяет получать
замеры с точностью до 1 мкм и погрешностью до 0,1 мкм. Многие модели обладают встроенной калибровкой
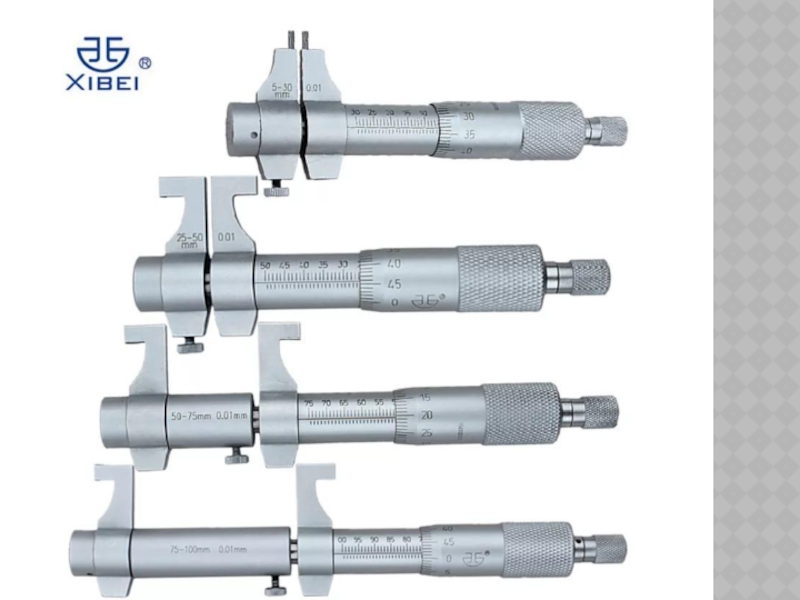
Слайд 83НУТРОМЕР (ШТИХМАС) МИКРОМЕТРИЧЕСКИЙ
инструмент (прибор) для измерения внутреннего диаметра или расстояния
между двумя поверхностями
точность измерений нутромером такая же, как и микрометром —
0,01 мм
предназначен для контроля методом контакта в двух точках
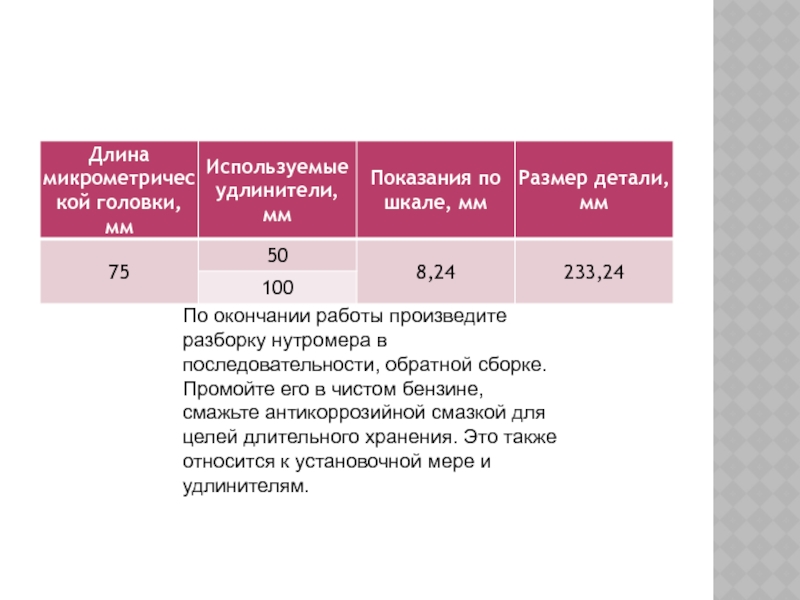
Слайд 84Микрометрические нутромеры изготавливаются в соответствии с ГОСТ 10-88.
Поверка производится
по ГОСТ 17215.
Пределы измерений при использовании микрометрических головок без
удлинителей составляют 50…63 и 75…88 мм, а с удлинителями — 50… 75; 75… 175; 75… 600 мм.
Слайд 85НУТРОМЕР СОСТОИТ ИЗ
1 − микрометрической головки
2 − комплекта удлинителей
3 −
измерительного наконечника
4 − установочная мера
Слайд 86
Микрометрическая головка:
1 − сменный наконечник,
2 − стопорное устройство,
3
− стебель,
4 − барабан,
5 − колпачок,
6 −
микрометрический винт
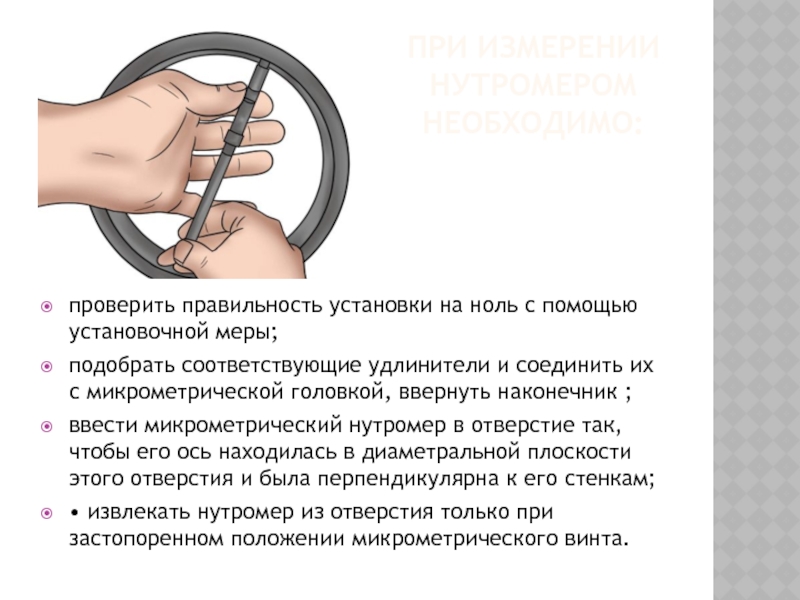
Слайд 88ПРИ ИЗМЕРЕНИИ НУТРОМЕРОМ НЕОБХОДИМО:
проверить правильность установки на ноль с помощью
установочной меры;
подобрать соответствующие удлинители и соединить их с микрометрической головкой,
ввернуть наконечник ;
ввести микрометрический нутромер в отверстие так, чтобы его ось находилась в диаметральной плоскости этого отверстия и была перпендикулярна к его стенкам;
• извлекать нутромер из отверстия только при застопоренном положении микрометрического винта.
Слайд 89ИЗМЕРЕНИЕ И ОТСЧЕТ ПОКАЗАНИЙ
Установите нутромер приблизительно на проверяемый размер и
введите его в отверстие. Левой рукой прижмите измерительную поверхность наконечника
к одной из поверхностей измеряемой детали, а правой вращайте барабан до контакта микрометрического винта с поверхностью детали в противоположной точке.
Покачивая нутромер с центром качания, расположенным в точке касания наконечника с поверхностью детали, найдите наименьшее расстояние между измеряемыми поверхностями. После этого зафиксируйте микровинт стопорным винтом и еще раз проверьте усилие покачивания, которое должно быть с легким трением. В случае измерения диаметра цилиндрического отверстия покачивайте нутромер в поперечном направлении, отыскивая максимальный размер, а затем в осевом направлении, отыскивая минимальное значение.
Выведете прибор из проверяемой детали и сделайте отсчет. Для этого нужно сложить длину микрометрической головки, размеры используемых удлинителей и значение по шкале. Пример отсчета показаний представлен в таблице.
Слайд 90
По окончании работы произведите разборку нутромера в последовательности, обратной сборке.
Промойте его в чистом бензине, смажьте антикоррозийной смазкой для целей
длительного хранения. Это также относится к установочной мере и удлинителям.
Слайд 92ПРАВИЛА ЭКСПЛУАТАЦИИ МИКРОМЕТРИЧЕСКИХ НУТРОМЕРОВ
Перед началом работы проверяйте по установочной мере
правильность установки микрометрической головки на ноль.
Не вывертывайте винты установочной меры
во избежание потери ее размера.
Соединение головки и удлинителей производите без перетяжки, до упора торцов.
В процессе работы поддерживайте нутромер в местах, обеспечивающих его минимальный прогиб, то есть на расстоянии от измерительных поверхностей, примерно равном 1/5 измеряемой длины.
Не вынимайте без особой надобности измерительные стержни из корпусов.
Не допускайте ударов по нутромеру, особенно по его измерительным поверхностям.
Сохраняйте чистоту шкалы, микрометрического винта и других деталей.
Во избежание появления следов коррозии храните нутромер в закрытом футляре и в сухом месте.
Слайд 93НОНИУСНЫЙ МИКРОМЕТРИЧЕСКИЙ НУТРОМЕР
предназначен для измерения внутренних диаметральных размеров. Имеет 3
измерительные пятки(опоры, направления) через 120 градусов. Можно мерить как сквозные
так и глухие отверстия.
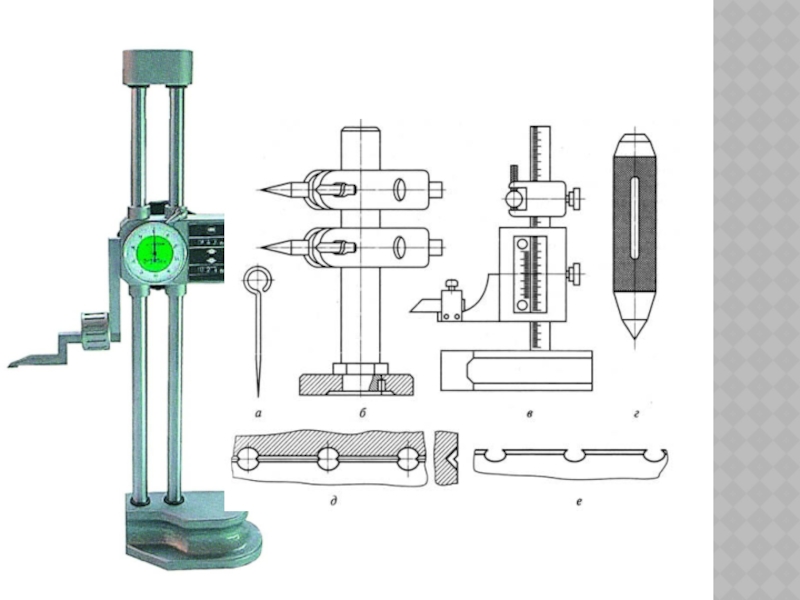
Слайд 96ШТАНГЕНРЕЙСМАС (ШТАНГЕНРЕЙСМУС)
используется для измерения высот и разметки изделий, установленных
на плите
состоит из штанги, жестко связанной с основанием
по штанге перемещается
рамка с нониусом, как у штангенциркуля
рамка имеет кронштейн, на котором закреплена измерительная или разметочная ножка
Слайд 98РЕЙСМУС, ИЛИ РЕЙСМАС
инструмент
для разметки, создающий равноудалённые линии
перенесения размеров
с чертежей на заготовку
колодка с прямоугольным отверстием, в которой с
помощью клина или винта закрепляются одна или две рейки
на одном конце рейки установлены заостренные металлические штыри.
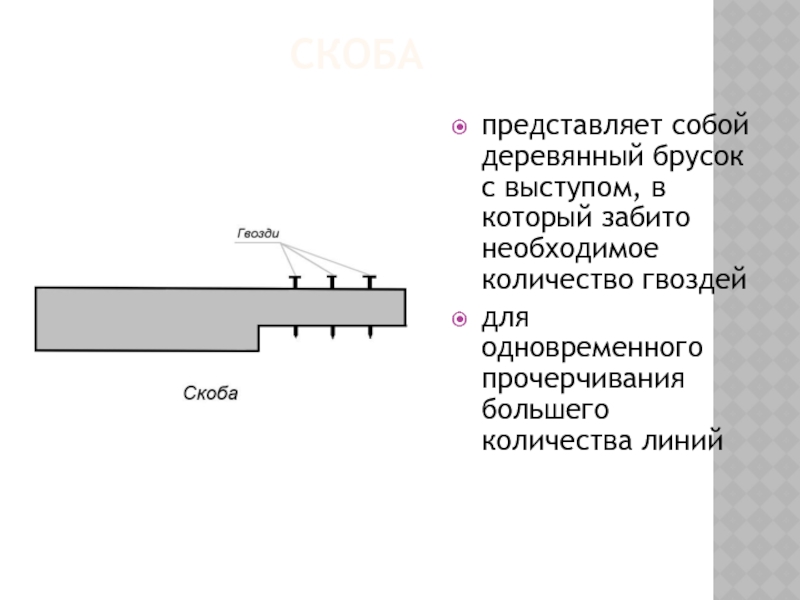
Слайд 99СКОБА
представляет собой деревянный брусок с выступом, в который забито необходимое
количество гвоздей
для одновременного прочерчивания большего количества линий