Разделы презентаций
- Разное
- Английский язык
- Астрономия
- Алгебра
- Биология
- География
- Геометрия
- Детские презентации
- Информатика
- История
- Литература
- Математика
- Медицина
- Менеджмент
- Музыка
- МХК
- Немецкий язык
- ОБЖ
- Обществознание
- Окружающий мир
- Педагогика
- Русский язык
- Технология
- Физика
- Философия
- Химия
- Шаблоны, картинки для презентаций
- Экология
- Экономика
- Юриспруденция
"Технологія конструкційних матеріалів та матеріалознавство" Підручник нового
Содержание
- 1. "Технологія конструкційних матеріалів та матеріалознавство" Підручник нового
- 2. ЗмістЗагальна характеристика ливарного виробництваВиготовлення виливків з різних
- 3. РОЗДІЛ ІІІ. ЛИВАРНЕ ВИРОБНИЦТВОПідручник нового поколінняВступне слово
- 4. Як тільки люди навчились плавити метал, вони
- 5. До початку II тисячолітті до н.е. Єгипет
- 6. Предки народів бувшого Радянського Союзу з давніх-давен
- 7. Про це можна судити не тільки по
- 8. Таким чином, багато племен (територія теперішньої України)
- 9. В теперішній час виливки можна зустріти всюди,
- 10. Литвом формують не тільки метали та металеві
- 11. Литвом формують не тільки метали та металеві
- 12. Сучасне виробництво висуває нові вимоги до матеріалів
- 13. РОЗДІЛ ІІІ. ЛИВАРНЕ ВИРОБНИЦТВОПідручник нового покоління Глава І. Загальна характеристика ливарного виробництва
- 14. Ливарна форма — це система елементів, що
- 15. ЕЛЕМЕНТИ ЛИВАРНОЇ ФОРМИ ДЛЯ ТРІЙНИКАСхема зібраної ливарної
- 16. РОЗДІЛ ІІІ. ЛИВАРНЕ ВИРОБНИЦТВОПідручник нового покоління Глава ІІ. Фізичні основи виробництва виливок
- 17. ФІЗИЧНІ ОСНОВИ ВИРОБНИЦТВА ВИЛИВОК КЛАСИФІКАЦІЯ ЛИВАРНИХ СПЛАВІВ
- 18. ЛИВАРНІ ВЛАСТИВОСТІ СПЛАВІВ До ливарних властивостей сплавів
- 19. Лінійна усадка - зменшення лінійних розмірів виливка
- 20. При охолодженні виливка відбувається механічне й термічне
- 21. Механічне гальмування виникає внаслідок тертя між виливком
- 22. Об'ємна усадка - зменшення сплаву при його
- 23. Усадочні раковини — порівняно великі порожнини, розташовані
- 24. Поблизу температури солідуса кристали зростаються один
- 25. Тріщини у виливках У виливках у результаті
- 26. Жолоблення — зміна форми й розмірів виливка
- 27. У розплавленому стані метали й сплави здатні
- 28. Кафедра матеріалознавства та обробки металів тиском
- 29. Скачать презентанцию
ЗмістЗагальна характеристика ливарного виробництваВиготовлення виливків з різних сплавівВиготовлення виливків спеціальними способамиВиготовлення виливків в піщаних формахФізичні основи виробництва виливокТехнологічність конструкцій литих деталейВступне слово
Слайды и текст этой презентации

Слайд 2Зміст
Загальна характеристика ливарного виробництва
Виготовлення виливків з різних сплавів
Виготовлення виливків спеціальними
способами
Виготовлення виливків в піщаних формах
Фізичні основи виробництва виливок
Технологічність конструкцій литих
деталейВступне слово


Слайд 4Як тільки люди навчились плавити метал, вони почали виготовляти з
них виливки – різноманітні вироби з розплавленого, а потім затвердлого
металу. Перші металеві виливки з’явились в глибокій давнині.Початком віку металів вважається IV тисячоліття до нової ери, коли в передній Азії, Єгипті, Індії та інших частинах планети почали з руд виплавляти мідь та її сплави. Спочатку з мідних сплавів виготовляли вироби, для яких камінь був непридатний. Пізніше мідні сплави використовувались ширше, особливо на знаряддя праці, зброю, побутові вироби, грошові знаки. Все це було значно довговічніше, ніж вироби з каміння, форму їх легше було поміняти, а при виході з ладу - переробити на інші вироби. У різних народів зародження литва приходиться на різні часи; в багатьох воно було самобутнім, в інших же - досвід запозичувався з більш древніх часів. Рахується, що перше фасонне литво з’явилося в IV-III тисячоліття до н.е. Одночасно і незалежно в Двохріччі, Єгипті, Індії, на території нашої країни, Росії, Грузії, Молдови, Китаю. Таким чином, способу виготовлення металевих виливків нараховується більше 5 тис. років.
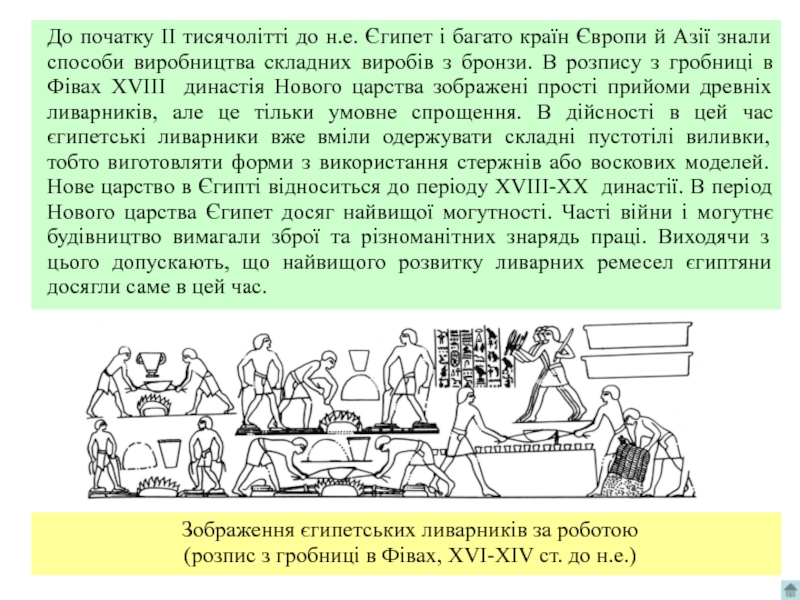
Слайд 5До початку II тисячолітті до н.е. Єгипет і багато країн
Європи й Азії знали способи виробництва складних виробів з бронзи.
В розпису з гробниці в Фівах XVIII династія Нового царства зображені прості прийоми древніх ливарників, але це тільки умовне спрощення. В дійсності в цей час єгипетські ливарники вже вміли одержувати складні пустотілі виливки, тобто виготовляти форми з використання стержнів або воскових моделей. Нове царство в Єгипті відноситься до періоду ХVIII-XX династії. В період Нового царства Єгипет досяг найвищої могутності. Часті війни і могутнє будівництво вимагали зброї та різноманітних знарядь праці. Виходячи з цього допускають, що найвищого розвитку ливарних ремесел єгиптяни досягли саме в цей час.Зображення єгипетських ливарників за роботою
(розпис з гробниці в Фівах, XVI-XIV ст. до н.е.)
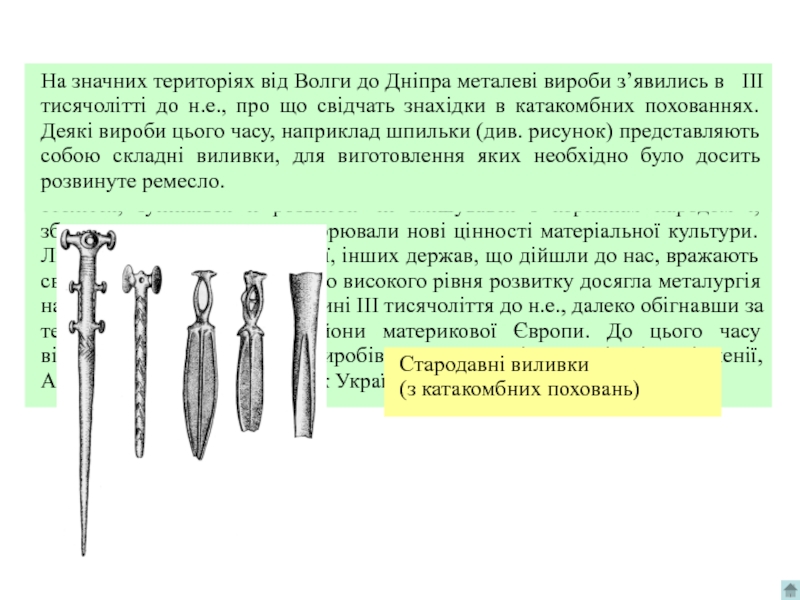
Слайд 6Предки народів бувшого Радянського Союзу з давніх-давен славилися високим мистецтвом
литва. Деякі народи передавали ливарне ремесло своїм нащадкам і воно
продовжувало розвиватись з розвитком самих народів. Така історія розвитку народів Закавказзя, південного Сходу, предків слов’ян. Іноді завойовники знищували культуру цілих народів на століття, зупинявся її розвиток чи змішувався з корінним народом і, збагачуючи один одного, створювали нові цінності матеріальної культури. Ливарні вироби Урарту, Скіфії, інших держав, що дійшли до нас, вражають своєю досконалістю. Особливо високого рівня розвитку досягла металургія на Північному Кавказі всередині III тисячоліття до н.е., далеко обігнавши за темпами розвитку інші райони материкової Європи. До цього часу відносять появу мідних виробів на території теперішніх Вірменії, Азербайджану, Грузії , а також України та Молдови.На значних територіях від Волги до Дніпра металеві вироби з’явились в III тисячолітті до н.е., про що свідчать знахідки в катакомбних похованнях. Деякі вироби цього часу, наприклад шпильки (див. рисунок) представляють собою складні виливки, для виготовлення яких необхідно було досить розвинуте ремесло.
Стародавні виливки
(з катакомбних поховань)
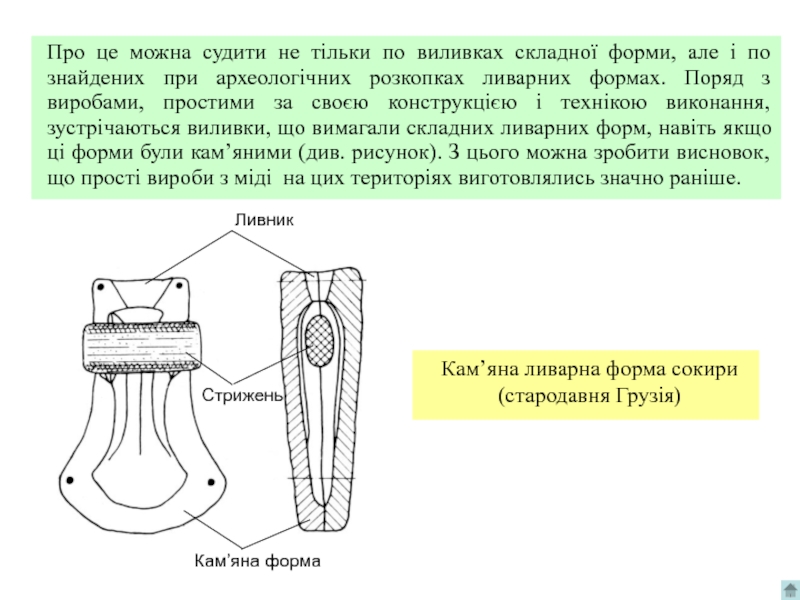
Слайд 7Про це можна судити не тільки по виливках складної форми,
але і по знайдених при археологічних розкопках ливарних формах. Поряд
з виробами, простими за своєю конструкцією і технікою виконання, зустрічаються виливки, що вимагали складних ливарних форм, навіть якщо ці форми були кам’яними (див. рисунок). З цього можна зробити висновок, що прості вироби з міді на цих територіях виготовлялись значно раніше.Кам’яна ливарна форма сокири (стародавня Грузія)
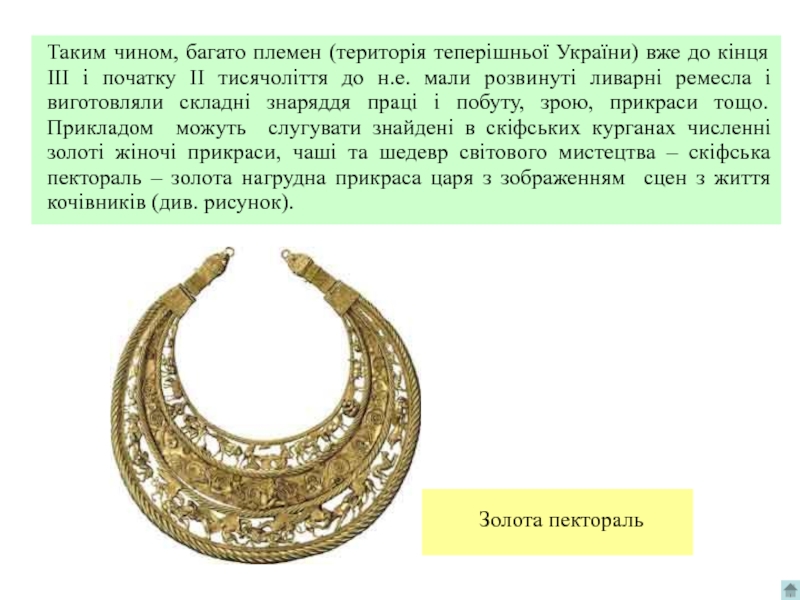
Слайд 8Таким чином, багато племен (територія теперішньої України) вже до кінця
III і початку II тисячоліття до н.е. мали розвинуті ливарні
ремесла і виготовляли складні знаряддя праці і побуту, зрою, прикраси тощо. Прикладом можуть слугувати знайдені в скіфських курганах численні золоті жіночі прикраси, чаші та шедевр світового мистецтва – скіфська пектораль – золота нагрудна прикраса царя з зображенням сцен з життя кочівників (див. рисунок).
Золота пектораль
Слайд 9В теперішній час виливки можна зустріти всюди, без них не
обходиться ні одна галузь народного господарства. Литі деталі складають більше
половини ваги всіх металевих деталей машин. Лопатки турбін, гребні гвинти теплоходів, вали прокатних станів, багато видів труб, ланки гусеничних тракторів та танків, більшість деталей текстильних та сільськогосподарських машин – вилиті.Виливки знаходять використання в ракетній техніці, електротехнічній промисловості і в найсучасніших спорудах таких, як атомні реактори. В домашньому господарстві ми не обходимось без виробів, виготовлених литвом: сковорідки, частини прасок, деякі види посуду, садово-городнє знаряддя та ін.
З чавуну виливають каналізаційні труби, ванни, красиві огорожі парків та палаців, інші будівельні деталі. Як правило, металеві вироби мистецтва – це виливки. Більшість пам’ятників, наприклад, київський Богдан Хмельницький, харківський Кобзар, ленінградський “Медный всадник” і багато інших , що прикрашають наші міста - вилиті з металу. Створені багато років тому назад кремлівські “Царь-пушка” і “Царь-колокол” – гордість російського ливарного мистецтва.
Слайд 10Литвом формують не тільки метали та металеві сплави, але й
різноманітні неметалеві матеріали, які можуть знаходитись в рідкому стані. В
сучасній життєдіяльності людини все більше місце займають пластичні маси. Шляхом литва з них також можна виготовляти багато видів виробів. Не всі знають, що капронові нитки відливають. Методом литва виготовляють вироби із скла, шлаку, воску, глини. Людям здавна відома така галузь керамічної промисловості як порцеляново-фаянсове литво. В самостійну галузь ливарного виробництва виділене кам’яне литво, що відіграє значну роль у виробництві будівельних та інших виробів.Литво в порівнянні з іншими способами виготовлення заготовок і виробів, одержало найбільше поширення. Це пояснюється тим, що лита заготовка за своєю конфігурацією більш відповідає формі готової деталі і тому вимагає мінімальних витрат на механічну обробку. При використанні виливків замість кованих заготовок можна одержати велику економію металу, зменшивши вагу машини і збільшивши її довговічність. Наприклад, литі вали виготовляють пустотілими. В них ліквідовують ті місця, в яких концентруються внутрішні напруження, що викликають руйнування виробів.
Литво дозволяє часто замість багатьох простих деталей виготовити одну, складну, що спрощує складання машин, підвищує їх надійність і знижує собівартість.
Слайд 11Литвом формують не тільки метали та металеві сплави, але й
різноманітні неметалеві матеріали, які можуть знаходитись в рідкому стані. В
сучасній життєдіяльності людини все більше місце займають пластичні маси. Шляхом литва з них також можна виготовляти багато видів виробів. Не всі знають, що капронові нитки відливають. Методом литва виготовляють вироби із скла, шлаку, воску, глини. Людям здавна відома така галузь керамічної промисловості як порцеляново-фаянсове литво. В самостійну галузь ливарного виробництва виділене кам’яне литво, що відіграє значну роль у виробництві будівельних та інших виробів.Литво в порівнянні з іншими способами виготовлення заготовок і виробів, одержало найбільше поширення. Це пояснюється тим, що лита заготовка за своєю конфігурацією більш відповідає формі готової деталі і тому вимагає мінімальних витрат на механічну обробку. При використанні виливків замість кованих заготовок можна одержати велику економію металу, зменшивши вагу машини і збільшивши її довговічність. Наприклад, литі вали виготовляють пустотілими. В них ліквідовують ті місця, в яких концентруються внутрішні напруження, що викликають руйнування виробів.
Литво дозволяє часто замість багатьох простих деталей виготовити одну, складну, що спрощує складання машин, підвищує їх надійність і знижує собівартість.
Слайд 12Сучасне виробництво висуває нові вимоги до матеріалів і виробів, що
змушує виливати їх за новими способами. Однак, цілий ряд технологічних
прийомів литва, відкритих у давнину, надійно вживаються з ультрасучасними. Вони і зберігаються лише тому, що самі ввібрали дух сучасності, використовуючи нову техніку, автоматизацію.Сучасне литво не лише не втратило поєднання мистецтва і технічних прийомів древності, але ще й збагатилось міцною науковою основою.
Свого часу спосіб виготовлення виливків у формах зі зволоженої піщано-глинистої суміші майже повністю витіснив інші способи литва (кокільне, в кам’яних формах, за восковими моделями) і інші. Він і зараз залишається ще головним. На його долю припадає до 60% всіх виливків. Головний недолік цього способу полягає в тому, що форму доводиться руйнувати після виготовлення кожного виливка, а її отримання вимагає великої кількості енергії та трудозатрат.
У піщаної форми є і ряд інших недоліків, які неможливо ліквідувати простою зміною технологічного процесу. Для цього необхідні більш радикальні заходи – впровадження нових спеціальних способів лиття. Сучасне ливарне виробництво і відрізняється широким спектром спеціальних способів литва, основна риса яких полягає в можливостях високого ступеня механізації і автоматизації при досягненні високої чистоти поверхні та якості виливка. Так народилось багато нових процесів литва, які гарантують високу продуктивність праці і одержання виливків спеціальних підвищених точності і властивостей.
Слайд 13РОЗДІЛ ІІІ.
ЛИВАРНЕ ВИРОБНИЦТВО
Підручник нового покоління
Глава І.
Загальна характеристика
ливарного виробництва
Слайд 14Ливарна форма — це система елементів, що утворюють робочу порожнину,
при заливанні якої розплавленим металом формується виливок.
Виливки виготовляють такими способами:
литтям у піщані форми, литтям в оболонкові форми,
литтям по виплавлюваних моделях,
литтям у кокіль,
литтям під тиском,
відцентровим литтям й ін.
При охолодженні залитий метал твердне й у твердому стані зберігає конфігурацію тієї порожнини, у яку він був залитий. Кінцеву продукцію називають виливком. У процесі кристалізації розплавленого металу й наступного охолодження формуються механічні й експлуатаційні властивості виливків.
ЗАГАЛЬНА ХАРАКТЕРИСТИКА ЛИВАРНОГО ВИРОБНИЦТВА
СУТЬ ЛИВАРНОГО ВИРОБНИЦТВА
Ливарне виробництво – галузь машинобудування, що займається виготовленням фасонних заготовок або деталей шляхом заливання розплавленого металу в спеціальну форму, порожнину яка має конфігурацію заготовки (деталі).
Литтям одержують різноманітні конструкції виливків масою від декількох грамів до 300 т, довжиною від декількох сантиметрів до 20 м, зі стінками товщиною 0,5-500 мм (блоки циліндрів, поршні, колінчаті вали, корпуси й кришки редукторів, зубчасті колеса, станини верстатів, станини прокатних станів, турбінні лопатки й т.д.).
Область застосування того або іншого способу лиття визначається обсягом виробництва, вимогами до геометричної точності й шорсткості поверхні виливків, економічною доцільністю й іншими факторами.
ЛИВАРНА ФОРМА І ЇЇ ЕЛЕМЕНТИ
Ливарна опока — пристосування для втримування формувальної суміші при виготовленні форми. Верхню й нижню напівформи взаємно орієнтують за допомогою циліндричних металевих штирів, що вставляють в отвори припливів в опок.
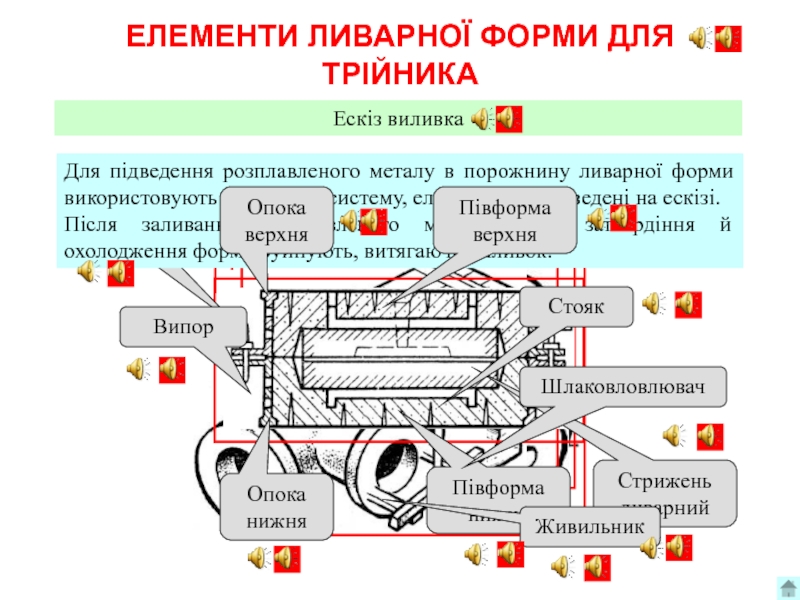
Слайд 15ЕЛЕМЕНТИ ЛИВАРНОЇ ФОРМИ ДЛЯ ТРІЙНИКА
Схема зібраної ливарної форми для трійника
Штифти
металеві
Опока нижня
Півформа нижня
Стрижень ливарний
Схема трійника (деталь)
Схема ливарної моделі для виготовлення
формиСхема ливарного стрижня
Стрижні використовують для одержання порожнин, отворів чи інших складних контурів
Схема стрижневого ящика
Стрижневі ящики використовують для одержання ливарних стрижнів
Ескіз виливка
Для підведення розплавленого металу в порожнину ливарної форми використовують ливникову систему, елементи якої наведені на ескізі.
Після заливання розплавленого металу, його затвердіння й охолодження форму руйнують, витягаючи виливок.
Стояк
Шлаковловлювач
Живильник
Випор
Півформа верхня
Опока верхня
Слайд 16РОЗДІЛ ІІІ.
ЛИВАРНЕ ВИРОБНИЦТВО
Підручник нового покоління
Глава ІІ.
Фізичні основи
виробництва виливок
Слайд 17ФІЗИЧНІ ОСНОВИ ВИРОБНИЦТВА ВИЛИВОК
КЛАСИФІКАЦІЯ ЛИВАРНИХ СПЛАВІВ
Для виробництва виливків
використовують сплави чорних металів:
сірі, високоміцні, ковкі й інші види
чавунів;вуглецеві й леговані сталі;
сплави кольорових металів:
мідні (бронзи й латуні),
цинкові,
алюмінієві й магнієві сплави;
сплави тугоплавких металів:
титанові, молібденові, вольфрамові й ін.
Слайд 18ЛИВАРНІ ВЛАСТИВОСТІ СПЛАВІВ
До ливарних властивостей сплавів відносять: рідкотекучість, усадку,
схильність до ліквації й до вбирання газів, схильність до утворення
тріщин.Рідкотекучістю називається здатність розтопленого металу добре наповнювати порожнину ливарної форми, тобто точне відтворення майбутньою відливкою конфігурації порожнини. Вона залежить від температури й хімічного складу сплаву виливка. Зі зростанням температури рідкотекучість підвищується.
Фосфор, кремній і вуглець покращують рудкотекучість сталі, а сірка й неметалеві включення погіршують її.
Мінімальну товщину стінок виливка вибирають залежно від рідкотекучості того чи іншого сплаву
Слайд 19Лінійна усадка - зменшення лінійних розмірів виливка при його охолодженні
від температури, при якій утвориться міцна скоринка, здатна протистояти тиску
розплавленого металу, до температури навколишнього середовища. Лінійну усадку визначають співвідношенням:Усадка — властивість ливарних сплавів зменшувати обсяг при затвердінні й охолодженні. Усадочні процеси у виливках протікають з моменту заливання розплавленого металу в ливарну форму аж до повного охолодження виливка. Розрізняють лінійну й об'ємну усадку.
де lф й lв — розміри порожнини форми й виливки при температурі 20 °С.
Слайд 20При охолодженні виливка відбувається механічне й термічне гальмування усадки.
На
лінійну усадку впливають:
хімічний склад сплаву,
температура його заливання,
швидкість охолодження
сплаву у формі, конструкція виливка й ливарної форми.
Усадка сірого чавуну зменшується зі збільшенням змісту вуглецю й кремнію.
Усадку алюмінієвих сплавів зменшує підвищений вміст кремнію.
До зростання усадки виливка призводить збільшення швидкості відводу теплоти від залитого у форму сплаву.
Слайд 21Механічне гальмування виникає внаслідок тертя між виливком і формою.
Термічне
гальмування обумовлене різними швидкостями охолодження окремих частин виливка.
Складні по
конфігурації виливки піддаються спільному впливу механічного й термічного гальмування.Для сірого чавуну лінійна усадка становить 0,9-1,3 %, для вуглецевих сталей 2-2,4 %, для алюмінієвих сплавів 0,9-1,5 %, для мідних 1,4-2,3 %.
Слайд 22Об'ємна усадка - зменшення сплаву при його охолодженні в ливарній
формі при формуванні виливка.
Усадка у виливках спостерігається у вигляді
усадочних раковин, пористості, тріщин або жолоблень.Об'ємна усадка приблизно дорівнює потроєній лінійній усадці:
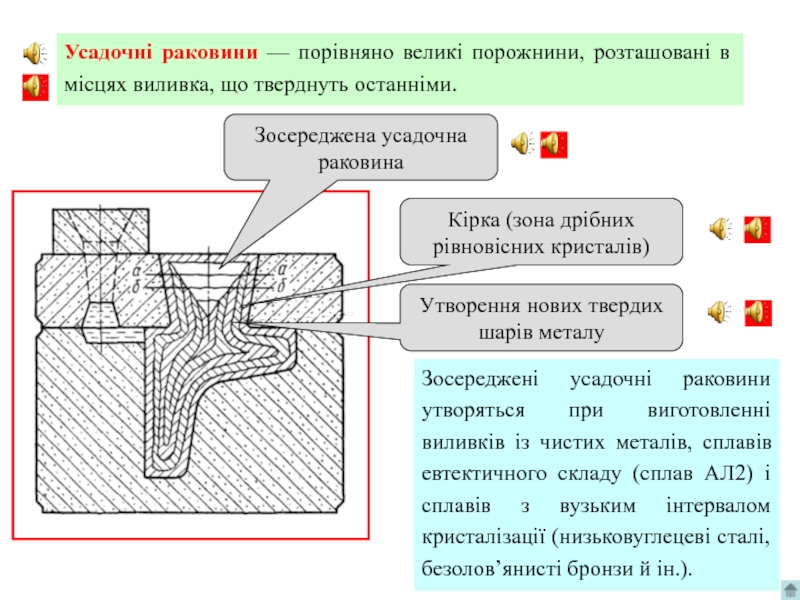
Слайд 23Усадочні раковини — порівняно великі порожнини, розташовані в місцях виливка,
що тверднуть останніми.
Зосереджена усадочна раковина
Кірка (зона дрібних рівновісних кристалів)
Утворення
нових твердих шарів металуСпочатку біля стінок ливарної форми утвориться поверхневий шар твердого металу.
Внаслідок того що усадка розплаву при переході з рідкого стану у твердий перевищує усадку поверхневого шару, рівень металу в рідкій частині виливка знижується до рівня а-а.
У наступний момент часу на поверхневому шарі наростає новий твердий шар, а рівень рідини знову знижується до рівня б-б.
Так триває доти, поки не закінчиться процес затвердіння. Зниження рівня розплаву при затвердінні приводить до утворення зосередженої усадочної раковини.
Зосереджені усадочні раковини утворяться при виготовленні виливків із чистих металів, сплавів евтектичного складу (сплав АЛ2) і сплавів з вузьким інтервалом кристалізації (низьковуглецеві сталі, безолов’янисті бронзи й ін.).
Слайд 24 Поблизу температури солідуса кристали зростаються один з одним. Це
приводить до роз'єднання осередків кристалізації, що містять у собі залишки
рідкої фази. Затвердіння невеликого об'єму металу в такому осередку відбувається без доступу до неї живильного розплаву із сусідніх осередків.У результаті усадки в кожному осередку виходить невелика усадочна раковина. Безліч таких міжзернових мікроусадочних раковин утворить пористість, що розташовується по границях зерен металу.
Одержати виливки без усадочних раковин і пористості можливо за рахунок безперервного підведення розплавленого металу в процесі кристалізації аж до повного затвердіння. Із цією метою на виливки встановлюють прибутки-резервуари з розплавленим металом, які забезпечують доступ розплавленого металу до ділянок виливка, що кристалізуються останніми.
Зовнішні холодильники установлюють у форму із зовнішньої сторони масивних частин виливка. Внаслідок високої теплопровідності й великої теплоємності холодильника відвід теплоти від масивної частини виливка відбувається інтенсивніше, ніж від тонкої. Це сприяє вирівнюванню швидкостей кристалізації масивної й тонкої частин й усуненню усадочних раковин і пористості.
Внутрішні холодильники встановлюють усередину порожнини форми, яка утворює масивні частини виливка. Ці холодильники виготовляють із того ж сплаву, що й виливок. При заповненні форми внутрішні холодильники частково розплавляються й зварюються з основним металом.
Усадочна пористість — скупчення порожнеч, що утворилися у виливку у великій зоні в результаті усадки в тих місцях виливка, які затверділи останніми без доступу до них розплавленого металу.
Прибуток, зображений на рисунку, не може забезпечити доступ розплавленого металу до потовщеної ділянки виливка. У цьому місці утвориться усадочна раковина і пористість.
Прибуток
Установка на потовщену ділянку прибутку попереджає утворення усадочної раковини й пористості.
Попередити утворення усадочних раковин і пористості дозволяє установка в ливарну форму зовнішніх або внутрішніх холодильників
Внутрішній холодильник
Усадочна раковина та пористість
Прибуток

Слайд 25Тріщини у виливках
У виливках у результаті нерівномірного тверднення тонких
і товстих частин і гальмування усадки формою при охолодженні виникають
внутрішні напруження. Ці напруження тим вищі, чим менша піддатливість форми й стержнів. Якщо величина внутрішніх напружень перевищить межу міцності ливарного сплаву в даній ділянці виливка, то в тілі його утворяться гарячі або холодні тріщини. Якщо ливарний сплав має достатню міцність та пластичність і здатний протистояти дії виникаючих напружень, спотворюється геометрична форма виливка.Гарячі тріщини у виливках виникають у процесі кристалізації й усадки металу при переході з рідкого стану у твердий при температурі близької до температури солідуса. Гарячі тріщини проходять по межах кристалів і мають окислену поверхню.
Схильність сплавів до утворення гарячих тріщин збільшується при наявності неметалічних включень, газів (водню, кисню), сірки й інших домішок. Крім того, утворення гарячих тріщин викликають різкі переходи від тонкої частини виливка до товстої, гострі кути, частини що виступають й т.д. Висока температура заливання сприяє збільшенню зерна металевої структури й збільшенню перепаду температур в окремих частинах виливка, що підвищує ймовірність утворення тріщин.
Для попередження виникнення гарячих тріщин у виливках необхідно створювати умови, що сприяють формуванню дрібнозернистої структури; забезпечувати одночасне охолодження тонких і товстих частин виливків; збільшувати піддатливість ливарних форм; по можливості знижувати температуру заливання сплаву й т.д.
Холодні тріщини виникають в області пружних деформацій, коли сплав повністю затвердів. Тонкі частини виливка прохолоджуються й скорочуються швидше, ніж товсті.
У результаті у виливку утворяться напруги, які й викликають появу тріщин.
Холодні тріщини найчастіше утворюються в тонкостінних виливках складної конфігурації й тим більше, чим вищі пружні властивості сплаву, чим значніше його усадка при знижених температурах і чим нижче його теплопровідність.
Небезпека утворення холодних тріщин у виливках підсилюється наявністю в сплаві шкідливих домішок (наприклад, фосфору в сталях). Для попередження утворення у виливках холодних тріщин необхідно:
забезпечувати рівномірне охолодження виливків у всіх перетинах шляхом використання холодильників;
застосовувати сплави для виливків з високою, пластичністю; проводять відпал виливків і т.п.
Слайд 26Жолоблення — зміна форми й розмірів виливка під впливом внутрішніх
напружень, що виникають при охолодженні.
Жолоблення збільшується при ускладненні конфігурації
виливка й підвищенні швидкості охолодження, що викликає нерівномірне охолодження між окремими частинами виливка й різну усадку. Жолоблення виливка може бути також викликано опором форми усадці окремих частин виливка.
Для попередження жолоблень необхідно:
збільшувати піддатливість форми;
створювати раціональну конструкцію виливка й т.д.
Слайд 27У розплавленому стані метали й сплави здатні активно поглинати значну
кількість водню, кисню, азоту й інших газів з оксидів і
вологи вихідних шихтових матеріалів при їхній плавці, згорянні палива, з навколишнього середовища, при виплавці металу у форму й т.д.При надлишковому змісті газів вони виділяються з розплаву у вигляді газових бульбашок, які можуть спливти на поверхню або залишитися у виливку, утворюючи газові раковини, пористість або неметалічні включення, що знижують механічні властивості й герметичність виливків.
Газові раковини й пористість у виливках
У рідких металах і сплавах розчинність газів зі збільшенням температури підвищується.
При заливанні розплавленого металу розплав, що рухається, може захоплювати повітря в ливниковій системі, засмоктувати його через газопроникні стінки каналів ливникової системи.
Гази можуть проникати в метал з форми при випарі вологи, що перебуває у формувальній суміші, при хімічних реакціях на поверхні метал–форма й т.д.
Для зменшення газових раковин і пористості у виливках плавку варто вести:
під шаром флюсу,
у середовищі захисних газів з використанням добре просушених шихтових матеріалів.
Перед заливанням розплавлений метал необхідно піддавати дегазації:
вакуумуванням;
продувкою інертними газами й іншими способами;
збільшувати газопроникність ливарних форм і стержнів;
знижувати вологість формувальної суміші;
підсушувати форми й т.д.
Слайд 28 Кафедра матеріалознавства та
обробки металів тиском ЛДТУ
E-mail: yurafp@ya.ru
43018, м.Луцьк,
вул.Львівська, 75, ЛДТУ, КАФЕДРА МтаОМТ
Tel.(8-0332 ) 74-61-37
Наші координати:
Керівник проекту:
Маткова
Ада Василівна